趙南陽1,許忠斌1,**,林增榮2,葉如清2,成明祥2
(1.浙江大學(xué)化工機(jī)械研究所,浙江 杭州 310027; 2.德清申達(dá)機(jī)器制造有限公司,浙江 湖州 313200)
摘要:雙曲肘五孔斜排合模機(jī)構(gòu)因其優(yōu)異的運動特性和增力效果在注塑成型領(lǐng)域有著廣泛應(yīng)用。為解決注塑機(jī)合模機(jī)構(gòu)設(shè)計過程參數(shù)眾多、計算復(fù)雜、設(shè)計低效、尋優(yōu)困難等問題,基于開合模過程的運動與受力特性細(xì)節(jié),對雙曲肘五孔斜排合模機(jī)構(gòu)進(jìn)行數(shù)學(xué)建模,引入有約束非線性優(yōu)化計算,開發(fā)了一套集結(jié)構(gòu)分析計算和多目標(biāo)優(yōu)化的合模機(jī)構(gòu)設(shè)計系統(tǒng)FJTC。該設(shè)計系統(tǒng)可適用于不同注塑機(jī)應(yīng)用場景,可針對行程比(Ks)、增力倍數(shù)(M)、行程比/增力倍數(shù)等不同的需求開展優(yōu)化設(shè)計,大幅提高設(shè)計效率;另可集成在Web端,方便技術(shù)人員開展設(shè)計,滿足了企業(yè)生產(chǎn)實際需求。
關(guān)鍵詞:多功能; 集成系統(tǒng); 合模機(jī)構(gòu); 優(yōu)化設(shè)計; 注塑機(jī); Matlab
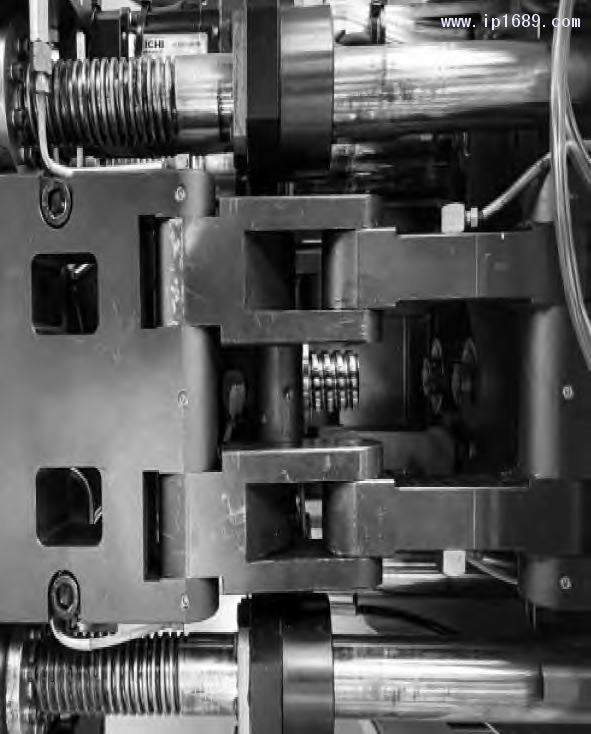
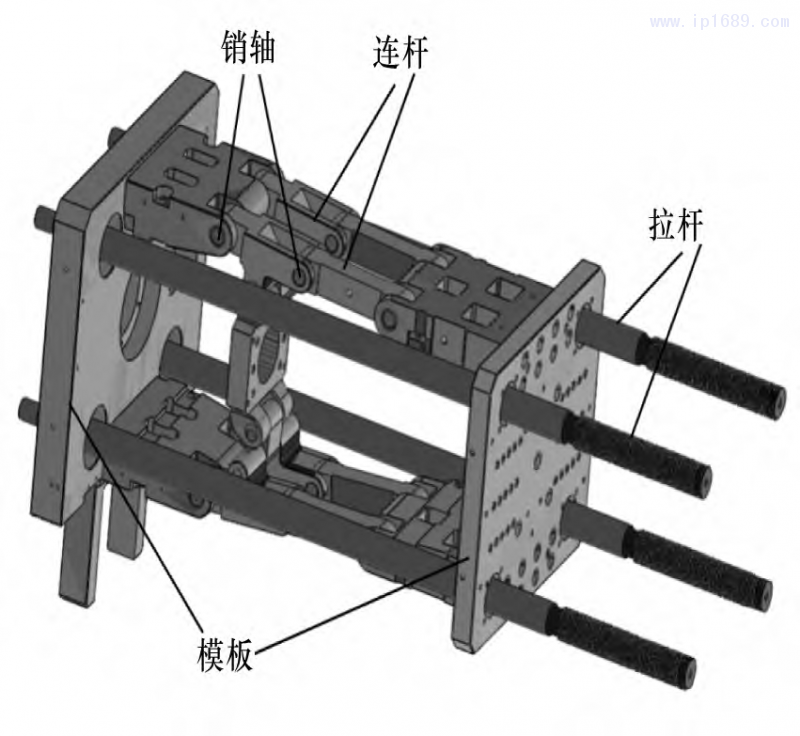
注塑機(jī)合模機(jī)構(gòu)按工作原理可分為機(jī)械式、液壓式和液壓機(jī)械組合式三種形式[1]。其中機(jī)械式合模機(jī)構(gòu)利用各種形式的肘桿機(jī)構(gòu),按結(jié)構(gòu)可分為內(nèi)翻/外翻式五孔斜排雙曲肘合模機(jī)構(gòu)、內(nèi)卷式四孔斜排肘桿合模機(jī)構(gòu)、五孔直排式合模機(jī)構(gòu)等,其中,雙曲肘五孔斜排合模機(jī)構(gòu)(如圖1所示)具有增力效果好、運動特性優(yōu)異、機(jī)構(gòu)緊湊、油路簡單、工作可靠、成本較低等優(yōu)點[1-6],在鎖模力5~3600t的各類型微注塑機(jī)和大型注塑機(jī)上均取得了廣泛應(yīng)用。
a-合模機(jī)構(gòu)組件 b-合模機(jī)構(gòu)組成
圖 1 典型的雙曲肘五孔斜排合模機(jī)構(gòu)
雙曲肘五孔斜排合模系統(tǒng)的機(jī)構(gòu)參數(shù)較多,不易直觀分析,計算過程也非常復(fù)雜[7-14]。開發(fā)出一套可方便計算合模機(jī)構(gòu)的結(jié)構(gòu)尺寸、提高設(shè)計人員效率和注塑機(jī)設(shè)計水平的新型多功能集成設(shè)計系統(tǒng)是目前國內(nèi)外注塑行業(yè)發(fā)展的迫切需要。華南理工大學(xué)在大量工程經(jīng)驗和理論分析的基礎(chǔ)上建立了一套體系完整、簡潔可靠的肘桿式合模機(jī)構(gòu)工程設(shè)計的數(shù)學(xué)模型[15-16]。但隨著注塑機(jī)品種的多樣化和不同工程應(yīng)用的發(fā)展,該模型需要根據(jù)工程實際進(jìn)行改進(jìn)。北京化工大學(xué)經(jīng)過多年的研究建立了自己的肘桿式合模機(jī)構(gòu)設(shè)計體系并開發(fā)了配套的設(shè)計軟件[6,12,17],然而,該設(shè)計方法在推導(dǎo)過程中表達(dá)復(fù)雜程度高。臺灣科技大學(xué)射出成形實驗室推出的合模機(jī)構(gòu)設(shè)計過程優(yōu)化系統(tǒng)[18]在富強(qiáng)鑫注塑機(jī)上得到了驗證,該系統(tǒng)部分設(shè)定參數(shù)的表達(dá)和檢驗上與中國大陸有區(qū)別,無法在中國大陸進(jìn)行推廣。針對復(fù)雜的工程應(yīng)用面向多樣化的注塑機(jī)結(jié)構(gòu),開發(fā)集成化程度高、推導(dǎo)過程簡潔、以國內(nèi)環(huán)境為依托的新一代設(shè)計系統(tǒng)符合當(dāng)下的時代需求,可為合模機(jī)構(gòu)的設(shè)計與優(yōu)化提供理論窗口和技術(shù)支持,具有深遠(yuǎn)的應(yīng)用前景。
本課題組在上述研究的基礎(chǔ)上,將有約束非線性優(yōu)化引入計算模型,結(jié)合速度瞬心法和虛位移原理改進(jìn)修正合模機(jī)構(gòu)運動學(xué)和受力分析理論,開發(fā)了一套集結(jié)構(gòu)分析計算和多目標(biāo)優(yōu)化的集成設(shè)計系統(tǒng),大大降低了計算的復(fù)雜度,提高了設(shè)計精度。該系統(tǒng)可針對行程比(Ks)、增力倍數(shù)(M)、行程比/增力倍數(shù)等不同的功能需求開展優(yōu)化設(shè)計,可分析肘桿尺寸和夾角對與增力倍數(shù)、動模板與十字頭速度比及動模板加速度等多參數(shù)之間的變化關(guān)系,實現(xiàn)了合模機(jī)構(gòu)多功能集成設(shè)計。
1合模機(jī)構(gòu)運動與受力特性
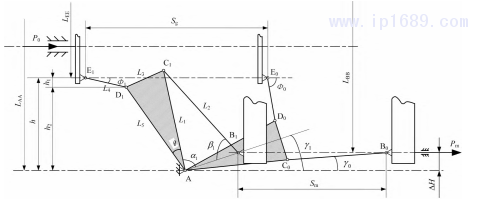
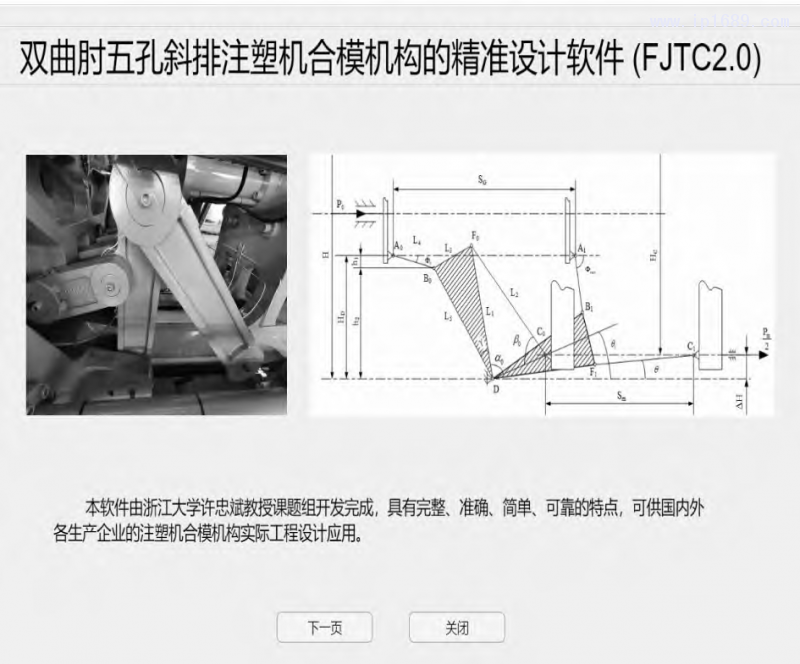
為了對注塑機(jī)雙曲肘五孔斜排合模機(jī)構(gòu)的參數(shù)進(jìn)行計算,合模機(jī)構(gòu)各桿長、夾角等參數(shù)定義如圖2所示。考慮到雙曲肘五孔斜排合模機(jī)構(gòu)上下對稱的結(jié)構(gòu),取模板中心線一側(cè)進(jìn)行分析研究[11,19-21],圖2顯示了雙曲肘五孔斜排注塑機(jī)合模機(jī)構(gòu)開合模的運動簡圖。
圖 2 雙曲肘五孔斜排合模機(jī)構(gòu)開合模運動簡圖
LAA-后模板對稱鉸A的中心距離;LEE-十字頭中心距;LBB-動模板中心距;Sg-油缸行程;Sm-合模行程; M-增力倍數(shù); ΔH-鉸A和鉸B之間的垂直 距離; h-固定鉸A與十字頭鉸座E的垂直距離; h1-鉸座D與十字頭鉸座E的垂直距離;h2-固定鉸A與鉸座D的垂直距離; L1-后連桿AC長度; L2-前連桿CB長度; L3-中間桿AD的長度; L5-中間桿CD的長度; L4-推力桿DE長度; λ-肘長AC和CB的比值; θ-連桿AC和CD的夾角; Φ-連桿DE與水平線的夾角; α-連桿AC和鉸A和B的連線之間的夾角;β-連桿AB和CB之間的夾角; γ-鉸A和B的連線與水平線之間的夾角; C-系統(tǒng)剛度; 腳標(biāo)“1”-開模位置的尺寸角度信息; 腳標(biāo)“0”-最終合模位置的尺寸角度信息。
1. 1 運動分析
鉸座C的移動量可用于表征動模板的合模行程(Sm) ,鉸座E的移動量可用于表征油缸行程 (Sg)。動模板的Sm和Sg的數(shù)學(xué)表達(dá)式[15,22-25]:
Sm=LAB0cosγ0 -LAB1cosγ1 (1)
Sg=L5[cos (γ0+θ)-cos (γ1+α1+θ)]+L4(cos Φ1-cosΦ0) (2)
式中,LAB0-合模時AB間的距離; LAB1-開模時AB間的距離。
LAB0=L1+L2 (3)
LAB1=ΔH/sinγ1 (4)
合模機(jī)構(gòu)行程比( Ks )為:
Ks = Sm/Sg
根據(jù)速度瞬心法[15,18,26],可以確定計算合模速度(Vm)和速度變化系數(shù)(Kv) :
式中,VB和VE分別表示鉸座B和鉸座E的速度。不計合模機(jī)構(gòu)運動過程中各桿件的變形,動模板加速度(ɑm) 可表示為:
式中,w1-AC 桿的角速度; w2-CB 桿的角速度; w4-ED 桿的角速度; ε1-AC 桿的角加速度。
1.2 受力分析
根據(jù)虛位移原理[15-16],可以獲得合模機(jī)構(gòu)的增力倍數(shù)(M):
式中,P0-油缸推力; Pm -合模力。可見增力倍數(shù)M隨著α變化,為了便于比較,根據(jù)經(jīng)驗,此處取α=2°時的M作為增力倍數(shù)的參考值。
根據(jù)連桿機(jī)構(gòu)的增力倍數(shù)表達(dá)式可以得到增力倍數(shù)(M)和速度變化系數(shù)(KV)成倒數(shù)關(guān)系,表明了連桿機(jī)構(gòu)的增力和增速是相互矛盾的,因此,需要合理確定增力倍數(shù)以確保機(jī)器性能的綜合性能[15]。
2 合模機(jī)構(gòu)的優(yōu)化設(shè)計
2.1 目標(biāo)函數(shù)
在雙曲肘五孔斜排注塑機(jī)合模機(jī)構(gòu)的設(shè)計過程中,通常會按如下要求對機(jī)構(gòu)進(jìn)行優(yōu)化:1)追求最大行程比,即max{Ks},其設(shè)計思想是在合模機(jī)構(gòu)活塞行程相同的條件下,使其動模板行程最大,即動模板平均速度最大。此目標(biāo)函數(shù)有利于提高注射成型機(jī)的啟閉模效率,提高空循環(huán)次數(shù),縮短成型周期;2)追求最大增力倍數(shù),即max{M},追求增力倍數(shù)有利于提高合模力,降低能耗,并且有助于提高產(chǎn)品質(zhì)量; 3)追求多目標(biāo)優(yōu)化,即max{Ks,M},其設(shè)計思想是選擇合適的技術(shù)指標(biāo)參數(shù),以確保機(jī)構(gòu)性能整體最優(yōu)。目標(biāo)函數(shù)的表達(dá)式如式(14)所示:
F ( x) = - ( x1 n1 K +x2 n2 M) ( 14)
式中,x1和x2分別代表合模機(jī)構(gòu)的行程比( K s ) 和增力倍數(shù)( M)的權(quán)重系數(shù),需根據(jù)實際情況調(diào)整,本文中x1 = 1,x2 = 1/18; n1和n2表示優(yōu)化目標(biāo)定位系數(shù),為布爾量。
2.2 設(shè)計變量
設(shè)計變量是優(yōu)化設(shè)計過程中重要的參數(shù),需要綜合考慮: 1)難度和計算量;2)機(jī)構(gòu)的綜合性能兩個指標(biāo)[17]。雙曲肘五孔斜排注塑機(jī)合模機(jī)構(gòu)結(jié)構(gòu)復(fù)雜,參數(shù)較多,并且要排除相互干涉的參數(shù)。經(jīng)綜合分析,最終確定 L1、L2、L4、L5、h、γ0、θ七個參數(shù)為設(shè)計變量。
X=[L1,L2,L4,L5,h,γ0,θ]
=[X1,X2,X3,X4,X5,X6,X7] ( 15)
2. 3 約束與邊界條件
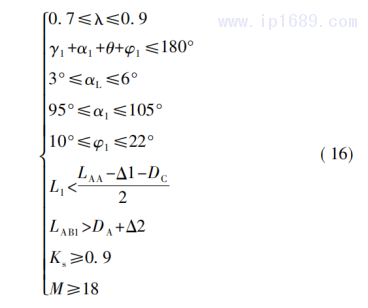
雙曲肘五孔斜排注塑機(jī)合模機(jī)構(gòu)的約束條件包括性能約束條件和幾何約束條件。為了避免雙曲肘合模機(jī)構(gòu)各部件的自鎖和干涉現(xiàn)象,需要對合模機(jī)構(gòu)后連桿L1與前肘桿L2的長度比λ、行程比Ks、增力倍數(shù)M、臨界鎖模角αL、初始角α1和φ1、后連桿長度L1、A鉸座與B鉸座之間的距離 (LAB1)進(jìn)行約束:
式中,Δ1-連桿L1兩肘相對間隙; Δ2-銷孔A和B孔壁間實體最小間距; DC-鉸C銷軸襯套外徑; DA-鉸A銷軸襯套外徑。
在不同影響收斂的前提下,設(shè)計變量的邊界條件需根據(jù)具體的結(jié)構(gòu)設(shè)計參數(shù)進(jìn)行確定,本文的實例中邊界條件為:
3 實例分析
3.1 結(jié)構(gòu)化設(shè)計與優(yōu)化設(shè)計
以1300 kN大行程比雙曲肘五孔斜排注塑機(jī)的合模機(jī)構(gòu)為例對該多功能集成系統(tǒng)開展驗證。依次進(jìn)行:拉桿設(shè)計、連桿設(shè)計、銷軸及襯套設(shè)計、模板設(shè)計、桿件長度及相關(guān)角度設(shè)計、約束條件檢查及驗算等。
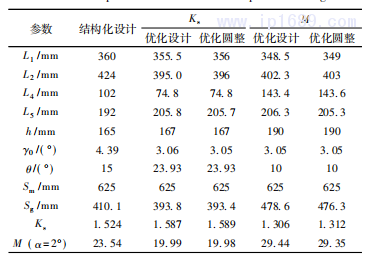
初始化參數(shù)如表1所示,合模機(jī)構(gòu)拉桿模板等結(jié)構(gòu)件的材料選擇見表2所示,開展結(jié)構(gòu)化設(shè)計,獲得可行的桿件結(jié)構(gòu)參數(shù); 隨后開展優(yōu)化設(shè)計,得到的結(jié)構(gòu)化設(shè)計結(jié)果與優(yōu)化設(shè)計結(jié)果,如表3所示,其中優(yōu)化圓整主要對后連桿AC、前連桿AB以及中間桿AD的水平與垂直距離進(jìn)行近似。
表1 初始化參數(shù)
表2 結(jié)構(gòu)件材料
表 3 結(jié)構(gòu)化設(shè)計和優(yōu)化設(shè)計結(jié)果
由表3可得,本集成系統(tǒng)設(shè)計可對雙曲肘五孔斜排注塑機(jī)合模機(jī)構(gòu)拉桿、連桿長度以及各桿件間的夾角進(jìn)行精確計算。本案例中,保證合模行程Sm為625mm不變,對原有的結(jié)構(gòu)參數(shù)開展優(yōu)化。以行程比Ks為優(yōu)化目標(biāo) (n1=1,n2=0),在保證增力倍數(shù)合理的同時,行程比由1.524上升至1.589,行程比得到提高。L1和L2的總和由784mm降至752mm,降低了4%,可以在保證機(jī)構(gòu)有效功能的同時,降低機(jī)器的長度,減少占地面積。以增力倍數(shù)M為優(yōu)化目標(biāo)( n1=0,n2=1) ,合模機(jī)構(gòu)L1和L2的總和由784mm降至752mm,降低制造成本,提高空間利用率。增力倍數(shù)M由23. 54增至29. 53,增長了25. 4%,降低了能耗,優(yōu)化效果顯著。
3. 2 速度比分析
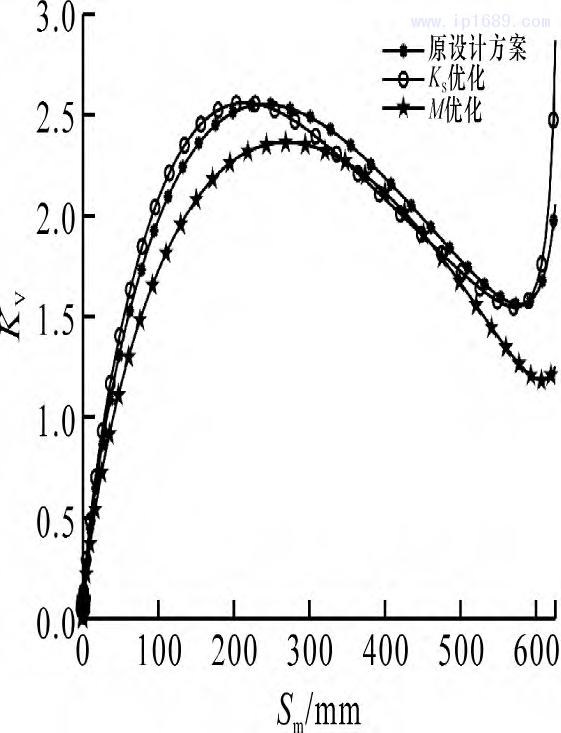
圖3表示合模過程中原設(shè)計方案與優(yōu)化方案中動模板與十字頭之間的速度比Kv隨著合模行程的變化曲線。由圖可知,動模板運動過程經(jīng)歷了“慢-快-慢-快”的過程,合模前的增速使合模機(jī)構(gòu)形成預(yù)應(yīng)力,確保前后模具間的鎖緊配合。按行程比Ks優(yōu)化的結(jié)果與原設(shè)計方案相比,在合模行程小于100mm時速度比差別較小,最大速度比由2.55增至2.56,優(yōu)化后整個過程的合模平均速度有所提高,模具的開合模過程啟動更加迅速,且模具速度波動與原設(shè)計相比變化較小,按行程比 Kv優(yōu)化后的合模機(jī)構(gòu)有助于提高生產(chǎn)效率。按增力倍數(shù)M優(yōu)化后的合模機(jī)構(gòu)速度比 Kv 降低,合模行程小于100mm與合模行程大于450mm時,速度比顯著低于原設(shè)計方案,最大速度比降低至2.36,平均速度降低,速度波動程度基本不變,合模機(jī)構(gòu)運動過程更加平穩(wěn),有效緩解前后模之間的沖擊作用。
圖3 速度比 K v 曲線
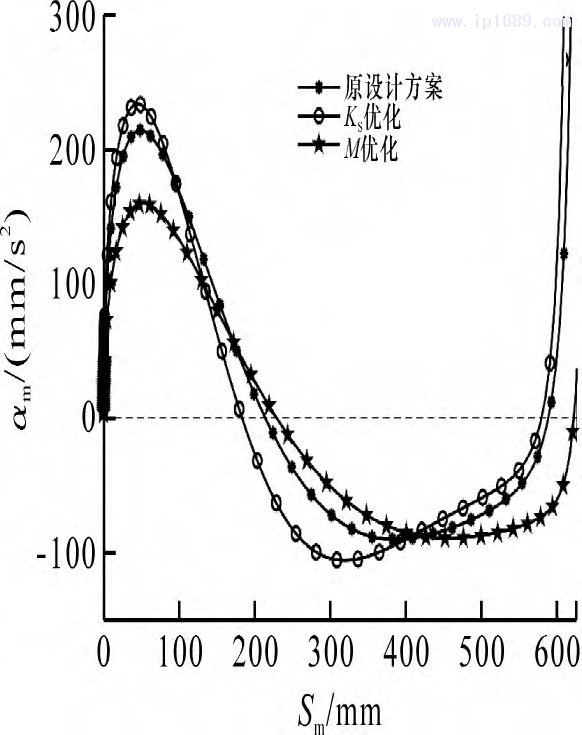
圖4顯示了各優(yōu)化方案與原設(shè)計方案的動模板加速度變化規(guī)律。按行程比Kv優(yōu)化后的動模板加速度am曲線在合模啟動時最為陡峭,加速效果最明顯,在合模行程為180mm附近出現(xiàn)零點,隨后合模機(jī)構(gòu)開始減速。以增力倍數(shù)M為優(yōu)化目標(biāo)的動模板加速度am曲線最為平滑,機(jī)構(gòu)在合模啟動和終了時加速度為0,合模過程中加速度在合模行程為250mm時出現(xiàn)零點,出現(xiàn)零點的過程也最遲緩,合模運動過程中啟停最平穩(wěn),沖擊更小。
圖4 動模板加速度am曲線
3. 4 增力倍數(shù)分析
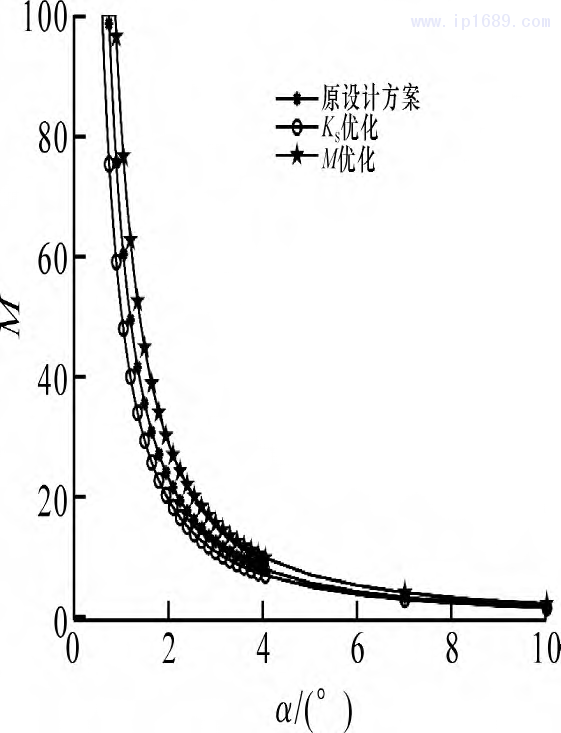
圖5顯示了優(yōu)化方案由原設(shè)計方案的增力倍數(shù)M曲線。以行程比 Ks為優(yōu)化目標(biāo)的合模機(jī)構(gòu)的增力倍數(shù)M(α=2°) 有所降低,從23.54降至19.98,降低了15%,提高行程比的同時,保證了增力倍數(shù)有效取值。以增力倍數(shù)M為優(yōu)化目標(biāo)的合模機(jī)構(gòu)增力倍數(shù)M(α=2°) 上升至29.44,提升27%,降低能源的消耗,優(yōu)化效果顯著。
圖5 增力倍數(shù)M曲線
3. 5 合模機(jī)構(gòu)設(shè)計系統(tǒng)Web平臺部署
利用Matlab配套的MatlabWebAppServer對本多功能集成設(shè)計系統(tǒng)進(jìn)行Web端部署,使用者可以在不安裝Matlab的情況下,在Web端進(jìn)行設(shè)計計算,極大地便利了設(shè)計人員,系統(tǒng)在Web端運行界面如圖6所示。
圖 6 多功能集成設(shè)計系統(tǒng)主頁
4 結(jié)論
本文詳細(xì)分析了雙曲肘五孔斜排注塑機(jī)合模機(jī)構(gòu)的運動與受力特性,結(jié)合合模過程的運動學(xué)和動力學(xué)特性細(xì)節(jié),對合模機(jī)構(gòu)工作過程進(jìn)行建模分析,推導(dǎo)改進(jìn)了合模機(jī)構(gòu)的行程比Ks、速度比Kv、動模板的加速度am、增力倍數(shù)M的計算過程,降低了計算的復(fù)雜度,為注塑機(jī)雙曲肘五孔斜排注塑機(jī)合模機(jī)構(gòu)的多功能集成設(shè)計系統(tǒng) (FJTC系統(tǒng)) 的開發(fā)提供了理論基礎(chǔ)。
開發(fā)的雙曲肘五孔斜排注塑機(jī)合模機(jī)構(gòu)的多功能集成設(shè)計系統(tǒng) (FJTC系統(tǒng)) 實現(xiàn)了合模機(jī)構(gòu)的結(jié)構(gòu)設(shè)計、優(yōu)化設(shè)計及Web端應(yīng)用的集成整合。該系統(tǒng)的應(yīng)用將有效改進(jìn)注塑機(jī)合模機(jī)構(gòu)的運動特性,降低合模保壓過程能耗,提高合模機(jī)構(gòu)運動的精度和平穩(wěn)性,也有利于提高注塑制品的質(zhì)量和延長注塑設(shè)備的使用壽命。經(jīng)相關(guān)企業(yè)的應(yīng)用實踐檢驗,它在增力倍數(shù)的改善與設(shè)備尺寸的降低上也有顯著的效果,對新型高性能注塑機(jī)的開發(fā)具有重要的應(yīng)用價值。
參考文獻(xiàn)
[1] 王興天.注塑工藝與設(shè)備[M].北京: 化學(xué)工業(yè)出版社,2009:460-592.
[2] LEI C J,YU J H,ZHAN H F,et al. Multi-objective op- timization design for double toggle clamping unit of injection molding machine[J]. Applied Mechanics and Materials,2012,1968 (201-202):15-19.
[3] HUANG M S,NIAN S C,CHEN J Y,et al. Influence of clamping force on tie-bar elongation,mold separation,and part dimensions in injection molding[J].Precision Engi-neering,2018,51: 647-658.
[4] ZHAO N Y,LIAN J Y,WANG P F,et al. Recent pro- gress in minimizing the warpage and shrinkage deformations by the optimization of process parameters in plastic injection molding: A review [J].The International Journal of Advanced Manufacturing Technology,2022,120: 85-101.
[5] 王喜順,屈長龍. 注塑機(jī)曲肘式合模機(jī)構(gòu)彈性動力分析與優(yōu)化[J].塑料工業(yè),2015,43 ( 3) : 68-75.
[6] 趙世超,鑒冉冉,謝鵬程,等. 注塑機(jī)合模技術(shù)探討與發(fā)展[J].塑料,2018,47 ( 2) : 75-78.
[7] LIN W Y,HSIAO K M . Study on improvements of the five-point double-toggle mould clamping mechanism [J]. Proceedings of the Institution of Mechanical Engineers,Part C: Journal of Mechanical Engineering Science,2004,218 (7) : 761-774.
[8]PARK S,BAE J,JEON Y,et al.Optimal design of toggle-linkage mechanism for clamping applications [J]. Mechanism Machine Theory,2018,120: 203-212.
[9] 康玉輝,千紅濤. 基于 ADAMS 的注射機(jī)雙曲肘合模機(jī)構(gòu)研究[J]. 塑料科技,2019,47 ( 12) : 108-111. KANG Y H,QIAN H T. Research on double-toggle clam- ping mechanism of injection molding machine based on AD-AMS [J].Plastics Science and Technology, 2019, 47 ( 12) : 108-111.
[10] 申軍偉. 基于MATLAB軟件GUI技術(shù)的雙曲肘合模機(jī)構(gòu)優(yōu)化程序設(shè)計[J].機(jī)械研究與應(yīng)用,2019,32 ( 4) : 173-174.
[11] 申軍偉,程珩. 基于關(guān)聯(lián)特性的注塑機(jī)合模機(jī)構(gòu)運動特性研究 [J].中國塑料,2013,27 (4) : 90-94.
[12] 王詩強(qiáng),謝鵬程,何雪濤,等. 基于MATLAB 的注塑機(jī)合模機(jī)構(gòu)優(yōu)化設(shè)計及系統(tǒng)開發(fā)[J].工程塑料應(yīng)用, 2013,41 ( 5) : 54-57.
[13] 郭永增. 基于多軟件協(xié)同的電動合模機(jī)構(gòu)的優(yōu)化[J].橡塑技術(shù)與裝備,2020,46 ( 22) : 46-49.
[14] 于盛睿,凌妍,鄒佳勇,等.全電動注射機(jī)位置系統(tǒng)的回零算法設(shè)計與實現(xiàn)[J].工程塑料應(yīng)用,2020,48 ( 11) : 85-90.
[15] 馮良為. 五孔斜排雙曲肘合模機(jī)構(gòu)的運動和力分析[J]. 塑料科技,1996 (4) : 35-38.
[16] 馮良為,岑運福.注射成型機(jī)五孔直排式合模機(jī)構(gòu)的運動和力學(xué)特性分析[J].種橡膠制品,2002,23 (2) : 40-42.
[17] 熊萬春.曲肘式合模機(jī)構(gòu)的結(jié)構(gòu)參數(shù)優(yōu)化[D].北京:北京化工大學(xué),2008.
[18] HUANG M S,LIN T Y,F(xiàn)UNG R F.Key design param- eters and optimal design of a five-point double-toggle clam- ping mechanism[J]. Applied Mathematical Modelling, 2011,35(9) : 4304-4320.
[19]付琳,歐宇,唐承輝,等. 全電動注塑機(jī)設(shè)備合模機(jī)構(gòu)結(jié)構(gòu)優(yōu)化[J].塑料科技,2021,49 (7) : 121-123.
[20] 張友根. 注塑機(jī)肘桿合模機(jī)構(gòu)彈性變形關(guān)聯(lián)特性的研究[J]. 塑料制造,2011 ( 5) : 72-79.
[21] 鐘士培. 注塑機(jī)雙曲肘合模機(jī)構(gòu)運動仿真研究[J]. 裝備制造技術(shù),2010 ( 3) : 6-7.
[22] LI X W,JIN Z M ,ZHANG Y J,et al. Kinematic cal- culation analysis of micro injection molding machine with double-toggle clamping mechanism based on MATLAB[C] / /2nd International Conference on Electronic and Me-chanical Engineering and Information Technology ( EMEIT ) , Netherlands: Atlantis Press, 2012: 1746-1750
[23] 董凌波,張哲衍,李國平,等. 基于最小速比偏差的注塑機(jī)雙曲肘合模機(jī)構(gòu)優(yōu)化設(shè)計[J].寧波大學(xué)學(xué)報 ( 理工版) ,2021,34 (1) : 39-44.
[24] 劉曉彬,楊于光,董力群,等. 基于遺傳算法的全電動注塑機(jī)雙曲肘內(nèi)翻式合模機(jī)構(gòu)優(yōu)化設(shè)計[J].塑料, 2016,45 (5) : 17-21.
[25] 王國寶,程珩,李福,等. 注塑機(jī)雙曲肘合模機(jī)構(gòu)的優(yōu)化設(shè)計研究[J].工程塑料應(yīng)用,2011,39 (5) : 87-90.
[26] BALASUBRAMANYAM C, SPANDANA K R, AJAY M S,et al. Optimization approach for synthesis of 5 point double toggle mechanism [J].International Journal on In- teractive Design and Manufacturing ( IJIDeM ) ,2017,11 ( 4) : 839-850.


























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





