何和智1,2,3,高琦1,2,3,張濤4
(1.華南理工大學(xué)機(jī)械與汽車(chē)工程學(xué)院,廣州510000;2.聚合物成型加工工程教育部重點(diǎn)實(shí)驗(yàn)室,廣州510000;3.廣東省高分子先進(jìn)制造技術(shù)及裝備重點(diǎn)實(shí)驗(yàn)室,廣州510000;4.廣東伊之密精密注壓科技有限公司,廣東佛山528000)
摘要:隨著現(xiàn)代生產(chǎn)生活中航天、汽車(chē)、國(guó)防及醫(yī)療等領(lǐng)域?qū)Υ笮妥⑺苤破窇?yīng)用需求的增長(zhǎng),高效、節(jié)能、智能的大型注塑機(jī)設(shè)備及其制造技術(shù)迅速發(fā)展。本文介紹了現(xiàn)階段國(guó)內(nèi)外大型注塑機(jī)的發(fā)展概況,以合模裝置為主線總結(jié)了大型注塑機(jī)在輕量化方向的發(fā)展歷程,以動(dòng)力驅(qū)動(dòng)系統(tǒng)為主線介紹了大型注塑機(jī)在節(jié)能化方向的發(fā)展情況,并結(jié)合工業(yè)4.0的發(fā)展環(huán)境總結(jié)了智能注塑的發(fā)展趨勢(shì)。
關(guān)鍵詞:大型注塑機(jī);輕量化;節(jié)能化;智能化;發(fā)展現(xiàn)狀
前言:塑料以其輕質(zhì)、耐用、易加工等優(yōu)點(diǎn),被廣泛應(yīng)用在當(dāng)代生產(chǎn)生活的國(guó)防、航空、輸運(yùn)、建筑、農(nóng)業(yè)、文教及衛(wèi)生的各個(gè)領(lǐng)域。我國(guó)塑料制品總產(chǎn)量從1989年的352.3萬(wàn)噸增長(zhǎng)到2021年的8003.98萬(wàn)噸,增加了22.72倍,年利潤(rùn)總額現(xiàn)已增長(zhǎng)至1295.8億元,塑料加工行業(yè)的發(fā)展充滿活力[1?2]。其中,約83%的塑料制品通過(guò)注塑加工成型[3]。作為塑料加工的主要方法之一,注射成型不僅生產(chǎn)效率高、尺寸精確,而且對(duì)不同特性的材料表現(xiàn)出較強(qiáng)的適應(yīng)性[4]。將塑料熔體在高溫高壓條件下快速注入到成型模具型腔中,冷卻后即可獲得表面結(jié)構(gòu)復(fù)雜的塑件,或中空、薄壁制件及帶嵌件的樣品。而注射成型所依賴的加工設(shè)備——集機(jī)械、液壓、電動(dòng)自動(dòng)化于一體的注塑機(jī),更是被視為現(xiàn)代制造業(yè)的“生產(chǎn)母機(jī)”,是塑料加工工業(yè)中十分重要的基礎(chǔ)成型設(shè)備之一。各個(gè)國(guó)家注塑機(jī)技術(shù)的發(fā)展水平與速度能夠很大程度上反映出其在機(jī)械制造、液壓裝備和自動(dòng)化控制等基礎(chǔ)工業(yè)領(lǐng)域的綜合實(shí)力[5?7]。
注塑機(jī)最初是借助金屬壓鑄機(jī)原理發(fā)展而來(lái)的,其誕生最早可追溯到1849年德國(guó)STURGISS發(fā)明的Celluloid注塑機(jī)。1932年德國(guó)FRANZ.BRAUN工廠率先打造出第一臺(tái)全自動(dòng)柱塞式臥式注塑機(jī)。隨著螺桿作為聚合物塑化核心部件的大規(guī)模使用,1956年世界上首臺(tái)液壓驅(qū)動(dòng)的往復(fù)式螺桿注塑機(jī)問(wèn)世,奠定了當(dāng)代注塑機(jī)的基礎(chǔ)特征[8]。隨后,借助大規(guī)模集成電子技術(shù)和微處理器系統(tǒng)發(fā)展,搭載微機(jī)閉環(huán)自適應(yīng)控制功能的高附加值注塑機(jī)應(yīng)運(yùn)而生。自問(wèn)世起,中小機(jī)型就占據(jù)了注塑機(jī)研發(fā)與應(yīng)用的絕大部分領(lǐng)域。直到20世紀(jì)70年代后期,隨著工程塑料在汽車(chē)、船舶、宇航、通訊、機(jī)械及大型家用電器等方面的廣泛應(yīng)用,大型注塑機(jī)才相應(yīng)迅速發(fā)展起來(lái)。
1 大型注塑機(jī)的國(guó)內(nèi)外發(fā)展水平
1.1 大型注塑機(jī)的定義
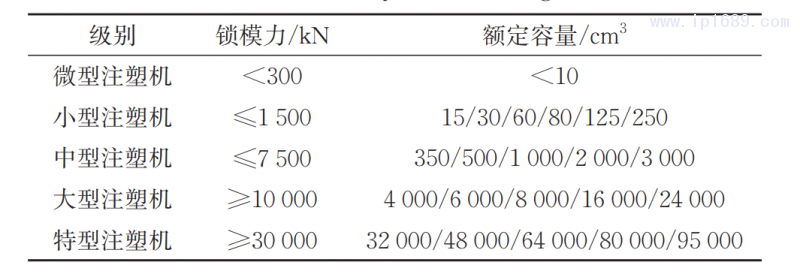
按照額定容量及所需鎖模力的大小,注塑機(jī)被劃分為微型至特型幾個(gè)級(jí)別,見(jiàn)表1。其中,大型注塑機(jī)是指額定容量在4000~24000 cm3,且鎖模力超過(guò)10000 kN的機(jī)型。通常,1臺(tái)大型注塑機(jī)主要包括注射系統(tǒng)、合模裝置、液壓傳動(dòng)系統(tǒng)、電氣控制系統(tǒng)等主要功能單元,以及機(jī)身、加熱冷卻裝置和加/取料等輔助功能單元[9],如圖1所示。
表1不同注塑機(jī)級(jí)別的劃分[10]
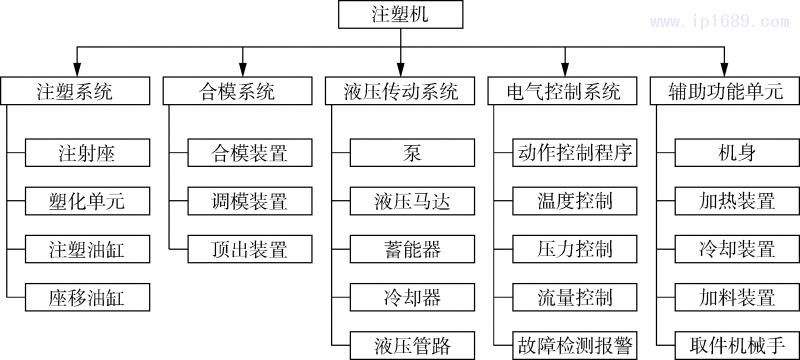
圖1注塑機(jī)的各組成部分
1.2 大型注塑機(jī)的國(guó)內(nèi)外發(fā)展趨勢(shì)
大型注塑機(jī)具有物料適應(yīng)范圍廣、生產(chǎn)模具更換便捷及生產(chǎn)效率高等獨(dú)特優(yōu)勢(shì)。德國(guó)、奧地利和美國(guó)等西方國(guó)家在大型注塑機(jī)生產(chǎn)與研制方面已積累了大量經(jīng)驗(yàn),日本名機(jī)公司已生產(chǎn)出鎖模力達(dá)120000 kN,注射量92000g的超大型注塑機(jī)[11]。我國(guó)注塑機(jī)行業(yè)的發(fā)展起步雖較晚,但已由最初的測(cè)繪仿制階段升級(jí)為了自主創(chuàng)新、探索階段,注塑機(jī)企業(yè)的發(fā)展基本上滿足了國(guó)內(nèi)外市場(chǎng)的需求,穩(wěn)步成長(zhǎng)為注塑機(jī)制造大國(guó)。
香港震雄集團(tuán)與順德新力集團(tuán)合資創(chuàng)辦的震德塑料機(jī)械廠是國(guó)內(nèi)首批引入臥式加工中心與震雄全套技術(shù)的企業(yè),開(kāi)創(chuàng)了我國(guó)注塑機(jī)行業(yè)向高檔、大型變革之先河。海天機(jī)械有限公司目前已成為我國(guó)最大的塑料機(jī)械生產(chǎn)基地,其MARS系列機(jī)型(鎖模力600~33000kN)的產(chǎn)品暢銷(xiāo)全球,JUPITER系列機(jī)型(鎖模力4500~66000kN)和IAPETUS系列機(jī)型(鎖模力1200~18500kN)系列產(chǎn)品的開(kāi)發(fā)豐富了我國(guó)大型注塑機(jī)自行研發(fā)的經(jīng)驗(yàn)與自主創(chuàng)新的能力。2022年,廣東伊之密精密機(jī)械研制出了我國(guó)生產(chǎn)的注塑機(jī)中鎖模力最大的首臺(tái)產(chǎn)品,即最大鎖模力達(dá)90000 kN的超大型注塑機(jī),它不僅在設(shè)備噸位上創(chuàng)造了國(guó)內(nèi)之最,還集成了精密微開(kāi)控制、雙射臺(tái)同步塑化及注射和注射壓縮控制等先進(jìn)技術(shù),對(duì)整個(gè)大型注塑機(jī)行業(yè)的技術(shù)開(kāi)發(fā)起到引領(lǐng)作用[12]。此外,浙江塑料機(jī)械總廠、利源公司以及山東震華塑料機(jī)械生產(chǎn)的系列注塑機(jī)均具備可靠的加工能力與使用壽命。
目前針對(duì)大型注塑機(jī)的開(kāi)發(fā)投資成本通常較大,且設(shè)備能耗高而控制水平低,因此為了進(jìn)一步推廣與應(yīng)用,輕量化、節(jié)能化和智能化逐漸成為當(dāng)下大型注塑機(jī)的主流改造方向。
2 大型注塑機(jī)的輕量化進(jìn)展
合模裝置的類(lèi)型及性能直接影響著注塑制品的精度、質(zhì)量以及注塑機(jī)的慣性、壽命、效率等。1套性能良好的合模裝置須能夠提供額定的鎖模力,模板具有足夠的力學(xué)強(qiáng)度、剛度以及平行度,合模響應(yīng)高效、平穩(wěn)、噪音小,并能夠保持較高的位置精度和重復(fù)精度[13?14]。
2.1合模裝置的分類(lèi)與特點(diǎn)
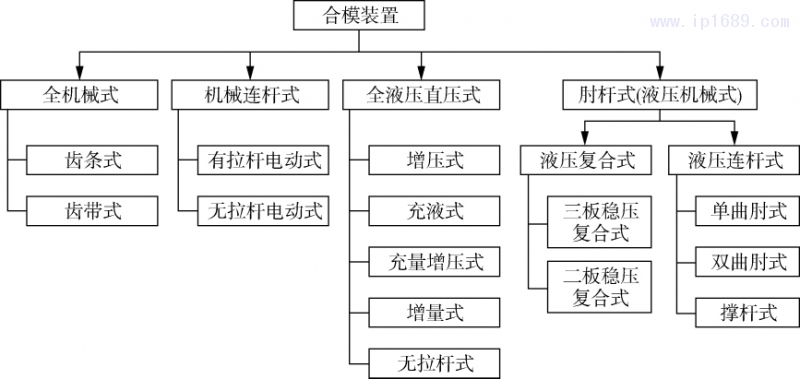
目前合模裝置的類(lèi)型繁多,可按照模板數(shù)目、驅(qū)動(dòng)力源及傳動(dòng)方式等不同標(biāo)準(zhǔn)進(jìn)行分類(lèi)[15]。例如,按照傳動(dòng)方式可分為全機(jī)械式、機(jī)械連桿式、全液壓直壓式以及肘桿式(液壓機(jī)械式)等,如圖2所示;按照模板數(shù)目可分為二板式和三板式,如圖3所示。一般地,三板式合模裝置分為三板曲肘式和復(fù)合穩(wěn)壓式。三板曲肘式合模裝置結(jié)構(gòu)復(fù)雜,鎖模時(shí)肘桿機(jī)構(gòu)的動(dòng)作誤差直接反應(yīng)在鎖模力上,易導(dǎo)致模具彈性變形,形成制品缺陷。日精NS系列注塑機(jī)目前仍少量使用閘板穩(wěn)壓式三板合模裝置。大型注塑機(jī)中三板式合模裝置的應(yīng)用整體較少。
圖2 合模裝置(按照傳動(dòng)方式分類(lèi))
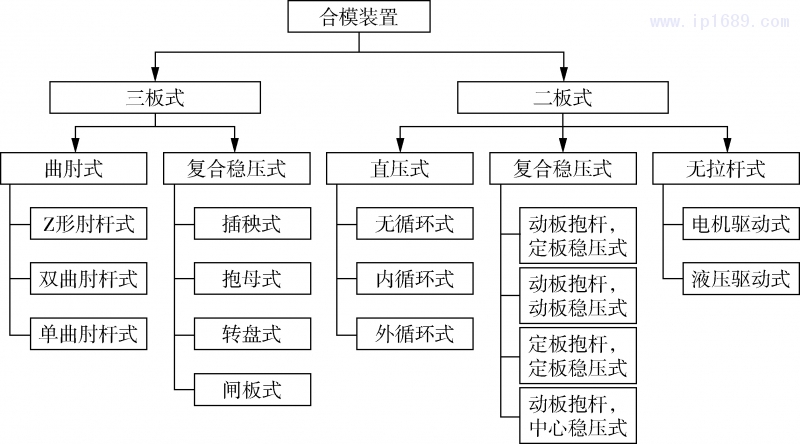
圖3 合模裝置(按照模板數(shù)目分類(lèi))
2.2大型注塑機(jī)中二板式合模裝置的應(yīng)用
目前絕大多數(shù)大型注塑機(jī)均采用的是結(jié)構(gòu)簡(jiǎn)單、鎖模精度高、性能穩(wěn)定可靠且潔凈度高的二板式合模裝置,其在醫(yī)療衛(wèi)生、食品包裝和精密制造等領(lǐng)域已逐漸成為主流應(yīng)用。
不同于三板式合模裝置,二板式合模裝置有直壓式和復(fù)合式2類(lèi),在大型注塑機(jī)上普遍采用后者[16]。直壓式二板合模裝置可劃分為無(wú)循環(huán)式、內(nèi)循環(huán)式和外循環(huán)式3種,無(wú)需機(jī)械轉(zhuǎn)換直接高壓鎖模,其結(jié)構(gòu)如圖5所示。而復(fù)合式二板合模裝置則須通過(guò)機(jī)械轉(zhuǎn)換二次動(dòng)作進(jìn)行鎖模,其結(jié)構(gòu)如圖6所示。
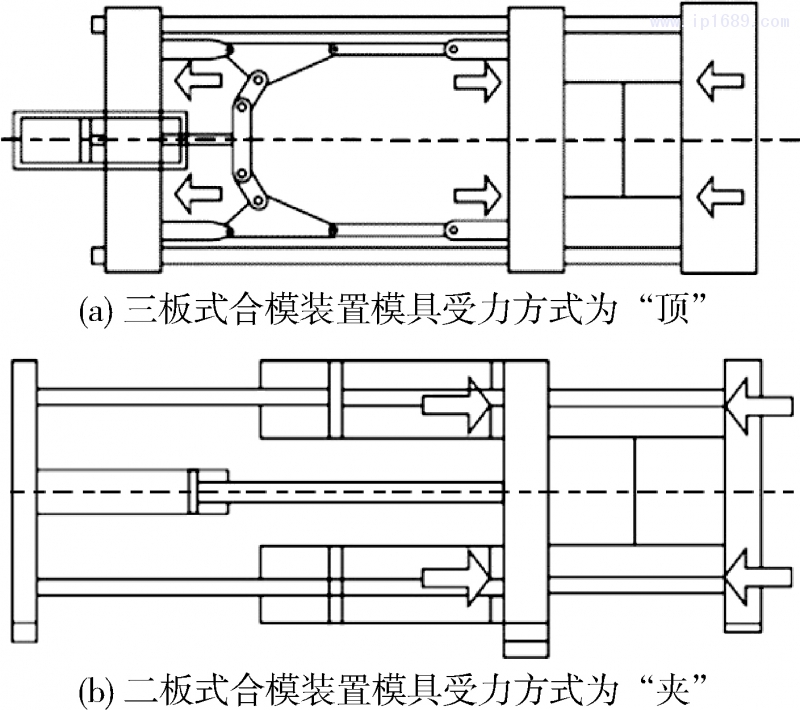
圖4合模裝置的受力方式示意圖[17]
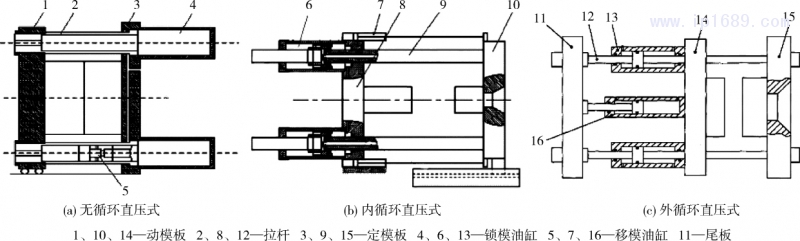
圖5直壓式二板合模裝置[16]
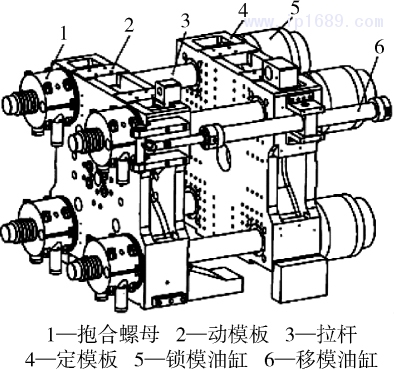
圖6復(fù)合式二板合模裝置[16]
二板式合模裝置主要具有以下特點(diǎn):(1)拉桿無(wú)徑向載荷,直徑加粗且長(zhǎng)度大大縮短,整體機(jī)構(gòu)剛性高;(2)結(jié)構(gòu)緊湊,僅約為肘桿式合模機(jī)構(gòu)長(zhǎng)度的2/3,制造成本較低;(3)鎖模效率高,無(wú)二次復(fù)合動(dòng)作,空循環(huán)時(shí)間短;(4)合模精度高,對(duì)各模板或模具之間的平行度誤差能自適應(yīng)調(diào)節(jié)并消除熔體溢料和脹模時(shí)產(chǎn)生的尺寸誤差;(5)調(diào)模方便,低壓模保功能和移模速度控制功能更強(qiáng);(6)4個(gè)液壓缸均衡提供鎖模力,避免了合模裝置受力偏載損壞;(7)合模行程增減操作便捷,通過(guò)增減合模缸尺寸及拉桿長(zhǎng)度即可實(shí)現(xiàn)一機(jī)多用;(8)直壓式合模裝置能夠在鎖模油缸行程的任意位置建立鎖模壓力,適合成型深腔制品。搭載了二板式合模裝置的大型注塑機(jī),生產(chǎn)周期大大縮短,關(guān)鍵零件受力均勻,設(shè)備靈活易操控,整機(jī)減重可達(dá)20%,機(jī)身總長(zhǎng)減少約25%,容模量同比增長(zhǎng)可超過(guò)10%[18]。上述這些綜合性特點(diǎn)使得二板式合模裝置在大型、超大型注塑機(jī)領(lǐng)域具備得天獨(dú)厚的開(kāi)發(fā)潛力。
首先研發(fā)推出大型二板式注塑機(jī)的主要是歐洲及日本企業(yè)[19],如克勞斯瑪菲的MC系列機(jī)型(鎖模力為400~40000 kN),宇部興產(chǎn)的大型注塑機(jī)(鎖模力為20000~40000 kN)以及意大利MIR公司的Compact系列機(jī)型(鎖模力為11000~60000 kN)。
我國(guó)二板式注塑機(jī)的制造已逐漸發(fā)展成以海天機(jī)械、伊之密、博創(chuàng)、東華、泰瑞、震雄等在內(nèi)的企業(yè)群體規(guī)模,可媲美國(guó)際領(lǐng)先水平的同類(lèi)機(jī)型。2016年伊之密已自主研發(fā)出最大鎖模力超過(guò)40000kN而循環(huán)周期不超過(guò)8s的高效節(jié)能大型二板式注塑機(jī),其注塑制品的重復(fù)精度誤差不超過(guò)±3‰,且設(shè)備的一級(jí)能耗低于0.4kW·h/kg[20]。這臺(tái)大型注塑機(jī)搭載的內(nèi)循環(huán)二板式合模裝置,其4個(gè)鎖模油缸進(jìn)出油口相互連通,鎖模時(shí)各缸活塞兩側(cè)的壓力能保持一致,大大提高了制品的合格率。上述由廣東伊之密精密機(jī)械最新研制的里程碑式8500噸超大型注塑機(jī)產(chǎn)品如圖7所示。與國(guó)內(nèi)外同類(lèi)型產(chǎn)品相比,這臺(tái)產(chǎn)品的開(kāi)合模定位精度達(dá)到了0.3 mm,搭配了射出重量超過(guò)80kg的注射系統(tǒng),能夠一次性成型外形復(fù)雜、透光率高、尺寸精確、質(zhì)地緊密且可帶有金屬嵌件的超大型透明塑料零件,不僅解決了國(guó)內(nèi)超大型透明塑件的成型難題,也創(chuàng)下了國(guó)內(nèi)超大型精密注塑機(jī)的紀(jì)錄。這臺(tái)超大型二板式注塑機(jī)的誕生實(shí)現(xiàn)了我國(guó)大型注塑機(jī)制造的關(guān)鍵技術(shù)突破,在全球同行中也處于領(lǐng)先地位。至此,我國(guó)注塑機(jī)制造廠商已研發(fā)并穩(wěn)定制備了鎖模力為4500~85000 kN的高性價(jià)比系列機(jī)型。
圖7 伊之密公司生產(chǎn)的DP8500超大型二板式注塑機(jī)[12]
2.3大型注塑機(jī)中無(wú)拉桿合模裝置的應(yīng)用
不同于其他類(lèi)型的合模裝置,無(wú)拉桿合模裝置采用無(wú)拉桿結(jié)構(gòu),降低了應(yīng)力分布,容模空間大,模板面積利用率高,鎖模力大小易于調(diào)節(jié),模板平行度保持良好,模板形變大大降低[21]。恩格爾公司率先推出了名為“e?motion”的首臺(tái)無(wú)拉桿電動(dòng)注塑機(jī)(鎖模力分別有600、1100、1650 kN)標(biāo)志著無(wú)拉桿合模裝置的發(fā)展。在FTP 2014展會(huì)上該公司繼續(xù)推出了為無(wú)塵室設(shè)計(jì)的無(wú)拉桿ENGEL e?victory 160 combi型油電混合注塑機(jī),展示出了無(wú)拉桿合模裝置大幅提高生產(chǎn)效率的獨(dú)特優(yōu)勢(shì),如圖8所示。目前無(wú)拉桿式注塑機(jī)已從中型噸位向大型噸位領(lǐng)域發(fā)展。
圖8 恩格爾公司生產(chǎn)的搭載無(wú)拉桿式合模裝置的注塑機(jī)
3 大型注塑機(jī)的節(jié)能化進(jìn)展
注射成型裝備的節(jié)能化,即節(jié)能降耗,是對(duì)二板式注塑機(jī)與全電動(dòng)注塑機(jī)的探索。以鎖模力40000 kN的注塑機(jī)為例,機(jī)器長(zhǎng)度縮短25%~30%,整機(jī)重量減輕500 kN,堪稱符合國(guó)家產(chǎn)業(yè)政策的節(jié)能型注塑機(jī)典范[22]。
3.1大型注塑機(jī)的全電動(dòng)化研究
作為新型注塑機(jī)的全電動(dòng)注塑機(jī)表現(xiàn)出杰出的節(jié)能性[23]。不同于使用液壓油和液壓元件作為驅(qū)動(dòng)力來(lái)源的液壓注塑機(jī),全電動(dòng)注塑機(jī)利用永磁式或感應(yīng)式交流伺服電機(jī)作動(dòng)力源,驅(qū)動(dòng)滾珠絲杠副、齒形帶以及齒輪等機(jī)械元件以實(shí)現(xiàn)注射、塑化及合模等各個(gè)功能裝置單元的精密配合運(yùn)動(dòng)。
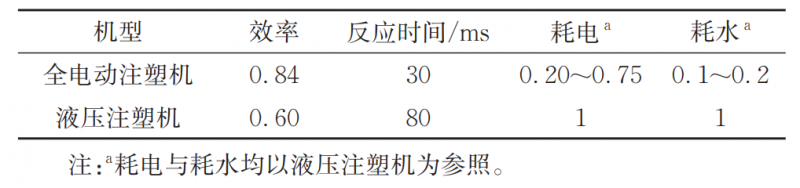
相比于液壓式注塑機(jī),全電動(dòng)注塑機(jī)更加節(jié)省能源、清潔環(huán)保,不僅能夠?qū)⒆⑺苎h(huán)中的減速運(yùn)動(dòng)階段釋放的能量轉(zhuǎn)化為電能再次利用,還可以避免液壓注塑機(jī)中普遍存在的液壓油泄露和污染問(wèn)題。基于伺服電機(jī)的速度控制范圍寬、響應(yīng)性好,通過(guò)料量微調(diào)能夠使得最終制品尺寸滿足公差要求,生產(chǎn)成本低、效率高,制品精度與重復(fù)性好。如生產(chǎn)LED燈罩,全電動(dòng)注塑機(jī)可比同類(lèi)型的伺服液壓注塑機(jī)節(jié)能43%~65%[24]。全電動(dòng)注塑機(jī)與液壓注塑機(jī)的性能對(duì)比見(jiàn)表2。
表2 全電動(dòng)注塑機(jī)與液壓注塑機(jī)的性能對(duì)比[24]
目前全電動(dòng)注塑機(jī)在國(guó)際市場(chǎng)上的占有率大幅提升,日本企業(yè)主要發(fā)展以精密注射與高循環(huán)速度(短循環(huán)周期)技術(shù)為主的全電動(dòng)注塑機(jī),歐美企業(yè)則致力于研發(fā)液壓計(jì)量與電動(dòng)組合的混合式機(jī)型。我國(guó)對(duì)于全電動(dòng)式注塑機(jī)的研究仍處于初級(jí)階段。
如何實(shí)現(xiàn)全電動(dòng)注塑機(jī)的大型化是注塑機(jī)節(jié)能發(fā)展的1個(gè)關(guān)鍵課題。整體而言,目前大型全電動(dòng)注塑機(jī)的發(fā)展較緩慢。若要在全電動(dòng)注塑機(jī)中實(shí)現(xiàn)較高的鎖模力,合模裝置的絲桿與電機(jī)負(fù)荷均需相應(yīng)增大,1個(gè)電機(jī)無(wú)法滿足需要,往往需要2個(gè)電機(jī)來(lái)共同完成。這就要求2個(gè)工作電機(jī)之間實(shí)現(xiàn)高度同步,即2個(gè)電機(jī)的啟動(dòng)、運(yùn)轉(zhuǎn)、停止必須一致,否則將導(dǎo)致機(jī)器運(yùn)行不穩(wěn)定與部件損壞。因此針對(duì)雙電機(jī)的同步控制理論仍需發(fā)展完善。郭小龍等[25]基于現(xiàn)有伺服電機(jī)驅(qū)動(dòng)技術(shù),提出了雙電機(jī)復(fù)合驅(qū)動(dòng)注射系統(tǒng)的設(shè)計(jì)方案,如圖9所示。雖然雙伺服電機(jī)能夠順利完成指定的加、減速運(yùn)動(dòng),保持良好的信號(hào)跟隨性能,但其工作狀態(tài)仍存在拉扯導(dǎo)致同步性能下降的現(xiàn)象。周長(zhǎng)攀[26]通過(guò)對(duì)雙三相永磁同步電機(jī)進(jìn)行數(shù)學(xué)建模、諧波電流抑制及容錯(cuò)控制等方法進(jìn)行深入的理論研究,為雙電機(jī)驅(qū)動(dòng)提供充足的理論支撐。李方俊等[27]針對(duì)大慣量運(yùn)動(dòng)平臺(tái)剛度不足,無(wú)法實(shí)現(xiàn)系統(tǒng)快速運(yùn)行與穩(wěn)定控制之間平衡的問(wèn)題,研究并提出了基于速度曲線規(guī)劃的雙電機(jī)同步消隙控制策略,有效抑制了大慣性撓性結(jié)構(gòu)的快速運(yùn)行抖動(dòng)問(wèn)題,為大慣量運(yùn)動(dòng)平臺(tái)的快速穩(wěn)定控制提供依據(jù)。此外,由于電機(jī)控制系統(tǒng)、大功率電機(jī)定制、裝配工藝及工作慣性等對(duì)成型精度和工藝重復(fù)性的干擾,大型全電動(dòng)注塑機(jī)的研究成本高,其節(jié)能優(yōu)勢(shì)反而降低。相較于產(chǎn)品系列已覆蓋了從微型機(jī)型到鎖模力超過(guò)80000 kN機(jī)型的液壓注塑機(jī)而言,目前投入商業(yè)化應(yīng)用的全電動(dòng)注塑機(jī)的鎖模力較小,一般均在10000 kN以下。
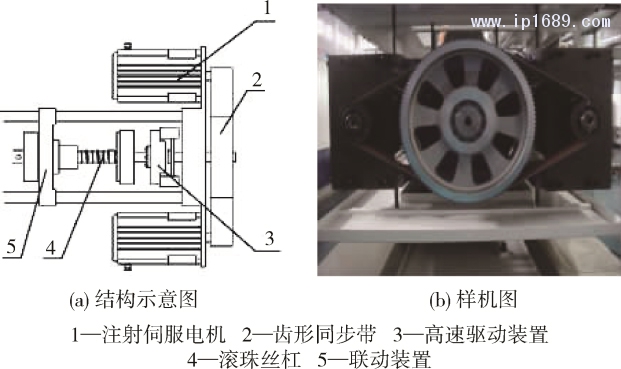
圖9 雙電機(jī)驅(qū)動(dòng)結(jié)構(gòu)[25]
日本的宇部興產(chǎn)率先突破了機(jī)型的限制,造出了首臺(tái)鎖模力可達(dá)20000 kN的全電動(dòng)成型機(jī)[28]。該設(shè)備用1臺(tái)交流伺服電機(jī)驅(qū)動(dòng)塑化,2臺(tái)電機(jī)驅(qū)動(dòng)肘桿鎖緊,3臺(tái)電機(jī)驅(qū)動(dòng)注射,以及1臺(tái)電機(jī)驅(qū)動(dòng)頂出。隨后,三菱重工研制出了世界首臺(tái)30000 kN鎖模力的大型化電動(dòng)注塑機(jī)[29],實(shí)現(xiàn)了世界上最快的大型塑料零件(如汽車(chē)保險(xiǎn)杠)高循環(huán)生產(chǎn),如圖10所示。該大型設(shè)備搭載了三菱重工特有的二板式合模結(jié)構(gòu)及混合電力系統(tǒng),并且它所配備的中心壓板能夠利用電氣控制模具內(nèi)的壓力波形,因此具有空間占用率低,生產(chǎn)節(jié)能化程度高,制品飛邊與毛刺少以及運(yùn)行成本低的優(yōu)勢(shì)。
圖10 日本三菱重工公司研制的30000 kN鎖模力大型全電動(dòng)注塑機(jī)[29]
全電動(dòng)塑機(jī)目前以智能化和超高速化作為發(fā)展的新方向。除了設(shè)備單元自動(dòng)控制、參數(shù)閉環(huán)控制、過(guò)程聯(lián)運(yùn)在線反饋控制等電子計(jì)算機(jī)技術(shù),基于控制計(jì)算機(jī)設(shè)備(PC)的開(kāi)放式、模塊化控制技術(shù)越來(lái)越被各大制造商青睞[30]。同時(shí),虛擬實(shí)現(xiàn)技術(shù)的高速發(fā)展也為注塑機(jī)生產(chǎn)廠家實(shí)行虛擬合作設(shè)計(jì)與制造提供了空間環(huán)境,蘊(yùn)藏著巨大的經(jīng)濟(jì)效益[31]。雖然全電動(dòng)注塑機(jī)市場(chǎng)發(fā)展迅速,但是國(guó)內(nèi)全電動(dòng)注塑機(jī)的主要配件(如伺服電機(jī)、滾珠絲杠等)與核心技術(shù)(如專(zhuān)用控制系統(tǒng)等)均依賴進(jìn)口,再加上與歐美日相近甚至更高的零件成本,國(guó)內(nèi)全電動(dòng)注塑機(jī)的自主研發(fā)及其大型化技術(shù)仍亟待探索。
3.2 大型注塑機(jī)中節(jié)能液壓系統(tǒng)的應(yīng)用
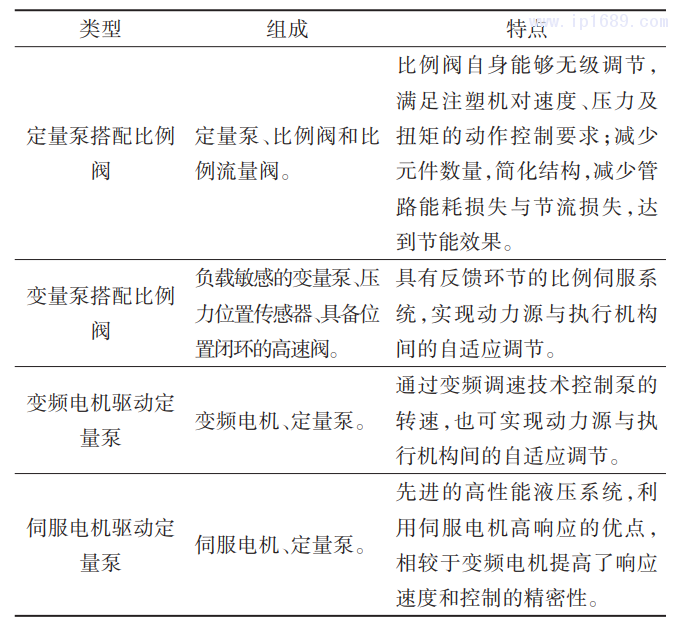
注塑機(jī)節(jié)能的重點(diǎn)是提高驅(qū)動(dòng)系統(tǒng)的能耗效率,即驅(qū)動(dòng)系統(tǒng)輸出功率與執(zhí)行機(jī)構(gòu)動(dòng)作功率實(shí)現(xiàn)自適應(yīng)調(diào)節(jié),二者之間的能量利用率越高,系統(tǒng)越節(jié)能。在傳統(tǒng)的液壓式注塑機(jī)中,液壓系統(tǒng)的能耗可高達(dá)加工耗能的70%,因此如何合理設(shè)計(jì)與選配液壓系統(tǒng)是注塑機(jī)節(jié)能化的又一關(guān)鍵課題。由于注塑機(jī)在工作循環(huán)中大部分處于部分負(fù)載或待機(jī)狀態(tài),若能實(shí)現(xiàn)液壓系統(tǒng)對(duì)壓力與流量的快速響應(yīng)和靈活調(diào)控將能有效促進(jìn)注塑機(jī)的節(jié)能化發(fā)展。目前,廣泛應(yīng)用于注塑機(jī)的液壓系統(tǒng)按照不同的控制實(shí)現(xiàn)方式可劃分為4種類(lèi)型,其組成及特點(diǎn)詳見(jiàn)表3。顯然,組合使用定量泵和變量泵能夠同時(shí)兼顧成本和節(jié)能的要求。
表3 不同類(lèi)型液壓系統(tǒng)的組成及特點(diǎn)[32?39]
液壓系統(tǒng)從過(guò)去利用流量和壓力比例控制的原理發(fā)展到利用上述的變量或定量控制、變頻調(diào)速以及伺服控制技術(shù),整機(jī)能耗降低到傳統(tǒng)機(jī)型的僅30%。采用變頻伺服技術(shù)的注塑機(jī),能耗僅為傳統(tǒng)機(jī)型的50%。工作節(jié)奏加快,制品周期縮短,生產(chǎn)效率普遍提高超過(guò)24%。我國(guó)的海天機(jī)械目前已成功研發(fā)了搭載第三代技術(shù)平臺(tái)ZE2300F?830h的集成伺服液壓驅(qū)動(dòng)系統(tǒng)的節(jié)能型電動(dòng)注塑設(shè)備,如圖11所示[40]。液壓元件集成化、機(jī)電液一體化、控制系統(tǒng)自動(dòng)化與智能化、環(huán)保清潔、密封良好等特性將成為注塑機(jī)液壓系統(tǒng)節(jié)能技術(shù)的發(fā)展目標(biāo)。
圖11 海天公司研制的第三代全電動(dòng)注塑機(jī)生產(chǎn)單元[40]
4 大型注塑機(jī)的智能化進(jìn)展
自60年代末美國(guó)費(fèi)洛斯公司首先應(yīng)用計(jì)算機(jī)控制技術(shù)開(kāi)始,注塑機(jī)的控制技術(shù)高速發(fā)展,目前已經(jīng)形成了包括熔體溫度、注射壓力、注射速度、保壓時(shí)間、冷卻過(guò)程及液壓回路參數(shù)等的多因素集成微處理器控制系統(tǒng)。智能化儼然成為注塑機(jī)控制技術(shù)發(fā)展的必然追求。
智能化表現(xiàn)在多個(gè)方面:(1)高精度化。注塑機(jī)的控制系統(tǒng)需實(shí)現(xiàn)對(duì)溫度、壓力、流量以及位置的高精度閉環(huán)控制,以滿足對(duì)精密產(chǎn)品生產(chǎn)過(guò)程參數(shù)的嚴(yán)格控制。現(xiàn)階段半閉環(huán)的位置控制已在國(guó)內(nèi)使用,而全閉環(huán)控制器仍需進(jìn)口。(2)全自動(dòng)化。人工智能理論與實(shí)踐的豐富能夠?qū)崿F(xiàn)注塑生產(chǎn)過(guò)程的柔性化和自動(dòng)化,降低操作的人力成本,提高管理的自動(dòng)化與信息化程度,同時(shí)配備輔助性功能部件,如自動(dòng)加料機(jī)和國(guó)外比較廣泛使用的取件機(jī)械手等,能夠基本實(shí)現(xiàn)注塑過(guò)程的全自動(dòng)化。(3)網(wǎng)絡(luò)化。通過(guò)網(wǎng)絡(luò)來(lái)實(shí)現(xiàn)單臺(tái)注塑機(jī)的在線診斷、下載升級(jí)等功能,或多臺(tái)注塑機(jī)的集中控制、程序調(diào)用等功能,能夠保障生產(chǎn)計(jì)劃的及時(shí)調(diào)度安排與反饋,也大大節(jié)省了人力成本。(4)一體化與復(fù)合化。所謂一體化,是指將從加入原料到取出制品之間的所有工序盡可能安排在同一系統(tǒng)中協(xié)調(diào)完成。而復(fù)合化是指1臺(tái)注塑機(jī)在進(jìn)行簡(jiǎn)單調(diào)整后能夠滿足多種加工需求,減少設(shè)備調(diào)換產(chǎn)生的浪費(fèi)與誤差,提高控制精度和生產(chǎn)效率,縮短注塑工期。
在物聯(lián)網(wǎng)、大數(shù)據(jù)、云制造發(fā)展背景下,注塑行業(yè)智能化發(fā)展日益豐富。在2014年舉行的塑膠展上,威猛巴頓菲爾企業(yè)以“走向智能化”為主旨,通過(guò)Smart Power注塑機(jī)呈現(xiàn)了智能注塑與現(xiàn)代工藝之間的協(xié)作生產(chǎn)[41]。歐洲塑料與橡膠機(jī)械制造商協(xié)會(huì)提出了1種面向工業(yè)4.0的新工業(yè)規(guī)范EUROMAP77,幫助注塑機(jī)與計(jì)算機(jī)或工廠的制造執(zhí)行系統(tǒng)(MES)進(jìn)行數(shù)據(jù)交換。恩格爾公司從智能機(jī)器、智能生產(chǎn)和智能服務(wù)3個(gè)層面開(kāi)發(fā)了“Inject 4.0”智能成型方案,如圖12所示[42]。阿博格公司展現(xiàn)了多種工業(yè)4.0的應(yīng)用新方式,在2016年利用空間分割技術(shù)制造了個(gè)性化的“智能”行李箱標(biāo)牌,即把客戶的個(gè)人信息與從云端獲取的制造過(guò)程信息同步寫(xiě)入近場(chǎng)通信(NFC)芯片,再對(duì)標(biāo)牌激光加工。2019年其又提出了增強(qiáng)現(xiàn)實(shí)(AR)輔助售后功能,如圖13所示。
圖12 恩格爾公司展示的“Inject4.0”智能成型方案[42]

圖13 阿博格公司提出的AR輔助售后功能[42]
我國(guó)伊之密公司基于其精密的I?factory4.0技術(shù),推出了搭載SmartClamp智能鎖模系統(tǒng)的UN500DP兩板式注塑機(jī),同時(shí)集成了聚氨酯(PUR)設(shè)備和InPUR“1+2”模具技術(shù),實(shí)現(xiàn)了一步法成型帶局部高光表面的汽車(chē)發(fā)動(dòng)機(jī)蓋板零件,如圖14所示。海天機(jī)械為每一臺(tái)注塑機(jī)安裝了用于搭建注塑智能系統(tǒng)的智能化模塊,同步采集注塑生產(chǎn)車(chē)間內(nèi)機(jī)器的信息后匯聚到網(wǎng)關(guān)并傳送到云端,以此搭建注塑云平臺(tái)。泰瑞機(jī)械自主研發(fā)了基于Linux系統(tǒng)的多協(xié)議多功能控制平臺(tái),同時(shí)使用分流集流閥簡(jiǎn)化了抱閘液壓機(jī)構(gòu)的液壓油回路,打造了基于純二板注塑機(jī)的智能化升級(jí)產(chǎn)品。博創(chuàng)公司的工業(yè)4.0主要以其新一代大型二板智能注塑機(jī)BU900?II為主體,強(qiáng)調(diào)交鑰匙與智能化方案,采用了國(guó)內(nèi)首創(chuàng)的電動(dòng)熔膠新技術(shù),搭配橫走式機(jī)械手、視覺(jué)檢測(cè)、自動(dòng)稱重以及輸送等功能性輔助模塊,助力生產(chǎn)線智能化,如圖15所示。力勁公司研發(fā)出1套節(jié)能表現(xiàn)優(yōu)異的二板式注塑生產(chǎn)系統(tǒng),集成了當(dāng)前先進(jìn)的伺服節(jié)能技術(shù)、單缸射膠技術(shù)、強(qiáng)力鎖模技術(shù)、模具保護(hù)技術(shù)以及大數(shù)據(jù)存儲(chǔ)分析功能,在生產(chǎn)大型垃圾桶、水桶等深腔容器類(lèi)產(chǎn)品中表現(xiàn)優(yōu)異,其產(chǎn)品如圖16所示。震雄公司的iChen4.0系統(tǒng)則主要關(guān)注制造流程中的監(jiān)視、管理與智能化服務(wù)等。
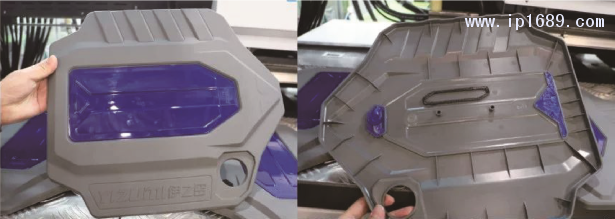
圖14 伊之密公司研制的UN500DP兩板式注塑機(jī)成型汽車(chē)發(fā)動(dòng)機(jī)蓋板[40]
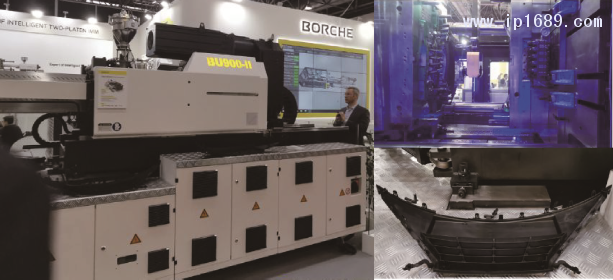
圖15 博創(chuàng)公司提出的注塑系統(tǒng)智能交鑰匙解決方案[40]

圖16 力勁公司生產(chǎn)的大型深腔容器產(chǎn)品[40]
廣東工業(yè)大學(xué)[43]提出了1種基于云制造的區(qū)塊鏈技術(shù),為系統(tǒng)提供在不信任環(huán)境中的安全性標(biāo)準(zhǔn)與協(xié)議,使存儲(chǔ)在私有云中的注塑模具設(shè)計(jì)制造知識(shí)得以安全共享,對(duì)于模具的再設(shè)計(jì)具有重要的現(xiàn)實(shí)意義。德國(guó)亞琛工業(yè)大學(xué)[44]利用計(jì)算機(jī)斷層掃描技術(shù)實(shí)現(xiàn)了注塑模具的自動(dòng)校正,通過(guò)網(wǎng)絡(luò)實(shí)現(xiàn)CAD模型與點(diǎn)云的數(shù)據(jù)交換,同樣豐富了工業(yè)4.0的發(fā)展。
整體而言,可靠的網(wǎng)絡(luò)控制平臺(tái)、高精度的硬件配置與合理的軟件控制方案是實(shí)現(xiàn)注塑過(guò)程優(yōu)化的必要元素,注塑控制系統(tǒng)正朝著高精度化、高可靠性、信息交互網(wǎng)絡(luò)化、一體化、復(fù)合化與開(kāi)放化的智能化控制邁進(jìn)[30]。將來(lái)的注塑工廠應(yīng)當(dāng)是設(shè)備、制造與服務(wù)多位一體的智能化注塑。
5 結(jié)語(yǔ)
大型注塑機(jī)作為當(dāng)代國(guó)際高端注塑機(jī)型而備受各大制造商青睞,其主流發(fā)展趨勢(shì)主要集中在輕量化、節(jié)能化與智能化3個(gè)方面。輕量化主要通過(guò)采用二板式合模結(jié)構(gòu)或無(wú)拉桿合模結(jié)構(gòu)以簡(jiǎn)化設(shè)備,節(jié)省空間,提高生產(chǎn)效率;節(jié)能化方面的發(fā)展一邊致力于突破全電動(dòng)注塑機(jī)大型化的瓶頸,尤其需要克服雙電機(jī)驅(qū)動(dòng)的同步性問(wèn)題,另一邊則針對(duì)目前市場(chǎng)占比高的液壓式注塑機(jī),降低整機(jī)能耗中占比最高的液壓系統(tǒng)的能耗以滿足節(jié)能化需求;隨著工業(yè)4.0的發(fā)展與電子信息技術(shù)不斷升級(jí),注塑機(jī)控制系統(tǒng)日益更迭,智能化注塑已成為了各種類(lèi)型注塑機(jī)集成化管理與改進(jìn)的新方向。
參考文獻(xiàn):
[1]塑料加工業(yè)確立“三化一微+智能化”綠色發(fā)展新方向[J].塑料科技,2019,47(10):122.
[2]馬占峰,牛國(guó)強(qiáng),蘆珊.中國(guó)塑料加工業(yè)(2021)[J].中國(guó)塑料,2022,36(6):7.
[3]中國(guó)塑料加工工業(yè)協(xié)會(huì).中國(guó)塑料工業(yè)年鑒[M].北京:中國(guó)輕工業(yè)出版社,2021.
[4]徐柯.注塑機(jī)模板的有限元分析及優(yōu)化設(shè)計(jì)[D].北京:北京化工大學(xué),2009.
[5]楊衛(wèi)民.高分子材料先進(jìn)制造的微積分思想[J].中國(guó)塑料,2010,24(7):1-6.
[6]PunK-F,HuiI-K,Lewis W G,et al.A multiple-criteria environmental impact assessment for the plastic injection molding process:a methodology[J].Journal of Cleaner Production,2003,11(1):41-49.
[7]王興天.國(guó)內(nèi)注塑機(jī)發(fā)展概述[J].塑料科技,2000,2:28.
[8]北京化工大學(xué).塑料機(jī)械設(shè)計(jì):第二版[M].北京:中國(guó)輕工業(yè)出版社,1995.
[9]陳世煌.塑料成型機(jī)械[M].北京:化學(xué)工業(yè)出版社,2006.
[10]唐志玉.大型注塑模具設(shè)計(jì)技術(shù)原理與應(yīng)用[M].化學(xué)工業(yè)出版社,2004.
[11]趙延召.高精密注塑機(jī)合模機(jī)構(gòu)的有限元分析與拓?fù)鋬?yōu)化[D].南昌:華東交通大學(xué),2012.
[12]廣東伊之密精密機(jī)械股份有限公司.8500噸超大型高精度注塑成型機(jī)[EB/OL].2022?02?24.https://content.foshanplus.com/newsDetails.html?newsId=673997&memberId=212264.
[13]趙攀峰.二板式全液壓型注塑機(jī)關(guān)鍵技術(shù)研究[D].杭州:浙江大學(xué),2012.
[14]劉曉彬.1300KN全電動(dòng)注塑機(jī)合模機(jī)構(gòu)設(shè)計(jì)及其優(yōu)化分析[D].北京:北京化工大學(xué),2016.
[15]尹輝,陸國(guó)棟,王進(jìn),等.注塑機(jī)合模機(jī)構(gòu)分析及其發(fā)展趨勢(shì)[J].中國(guó)塑料,2009,23(11):1?6.
[16]高世權(quán),韓志忠,謝鵬程,等.大型二板式注塑機(jī)技術(shù)發(fā)展淺論[J].塑料,2016,45(4):73?76,80.
[17]馮剛,江平.二板式注塑機(jī)的特點(diǎn)研究及發(fā)展新動(dòng)向[J].塑料工業(yè),2011,1:5.
[18]焦志偉,謝鵬程,嚴(yán)志云,等.全液壓內(nèi)循環(huán)二板式注塑機(jī)[J].橡塑技術(shù)與裝備,2010,1:4.
[19]Kelly A,Woodhead M,Coates P J P E,et al.Compari?son of injection molding machine performance[J].Poly?mer Engineering & Science,2005,45(6):857?865.
[20]侯永平.智能數(shù)字化大型二板式注射成型機(jī)[Z].江蘇省,伊之密精密機(jī)械,2016?12?01.
[21]劉澤宇,張志洪.注塑成型技術(shù)進(jìn)展[J].塑料制造,2009,4:3.
[22]焦志偉.內(nèi)循環(huán)二板式精密注塑機(jī)關(guān)鍵技術(shù)的研究[D].北京:北京化工大學(xué),2012.
[23]胡靜.新型全電動(dòng)注塑機(jī)合模機(jī)構(gòu)的設(shè)計(jì)及性能分析[D].北京:北京化工大學(xué),2011.
[24]葉巴丁,陸晨風(fēng),儲(chǔ)能奎,等.全電動(dòng)注塑機(jī)研究進(jìn)展及在汽配電子行業(yè)中的應(yīng)用[J].中國(guó)塑料,2020,34(10):6.
[25]郭小龍,陳邦鋒,傅南紅,等.雙電機(jī)驅(qū)動(dòng)在全電動(dòng)注塑機(jī)中的應(yīng)用[J].塑料,2013,42(5):3.
[26]周長(zhǎng)攀.雙三相永磁同步電機(jī)驅(qū)動(dòng)及容錯(cuò)控制技術(shù)研究[D].哈爾濱:哈爾濱工業(yè)大學(xué),2016.
[27]李方俊,王生捷,李俊峰,等.車(chē)載大慣量運(yùn)動(dòng)平臺(tái)雙電機(jī)驅(qū)動(dòng)控制策略[J].兵工學(xué)報(bào),2022,5:1?11.
[28]張友根.功能化注塑機(jī)的科學(xué)發(fā)展研究及自主創(chuàng)新[J].橡塑技術(shù)與裝備,2015,41(16):10?33.
[29]Matsuo S,Bessho M,Kato N,et al.World’sfirst 3,000 ton mold clamping force electric injection molding machine[J].Technical Review,2006,43(3):1?6.
[30]張友根.注塑設(shè)備智能化的研究(上)[J].橡塑技術(shù)與裝備,2013,39(9):13?19.
[31]金波,寧德勝,許明,等.注塑機(jī)控制系統(tǒng)的現(xiàn)狀及發(fā)展趨勢(shì)[J].液壓氣動(dòng)與密封,2006,1:4.
[32]劉海麗.基于AMESim的液壓系統(tǒng)建模與仿真技術(shù)研究[D].西安:西北工業(yè)大學(xué),2006.
[33]吳根茂.新編實(shí)用電液比例技術(shù)[M].浙江大學(xué)出版社,2006.
[34]張弓,于蘭英,吳文海,等.電液比例閥的研究綜述[J].流體傳動(dòng)與控制,2008,6:5.
[35]黃新年,張志生,陳忠強(qiáng).負(fù)載敏感技術(shù)在液壓系統(tǒng)中的應(yīng)用[J].流體傳動(dòng)與控制,2007,5:31?33.
[36]張友根.注塑機(jī)節(jié)能技術(shù)的分析研究(上)[J].橡塑技術(shù)與裝備,2008,3:52?60.
[37]張友根.注塑機(jī)節(jié)能技術(shù)的分析研究(下)[J].橡塑技術(shù)與裝備,2008,34(4):9.
[38]馬俊彪.伺服電機(jī)液壓?jiǎn)卧谖l(fā)泡注塑機(jī)上的應(yīng)用[J].黑龍江科技信息,2008,26:8.
[39]Wang Y.The investigation of hydraulic servo system de?sign for high?speed injection molding[D].Jhongli,Tai?wan:MS thesis,Chung Yuan University,2001.
[40]艾邦團(tuán)隊(duì).2019年德國(guó)K展總結(jié)二:中國(guó)展商風(fēng)采[EB/OL].2019?11?04.https://mp.weixin.qq.com/s/1M7EUk1j7Czd6buD34jIrw.
[41]新型注塑機(jī)走向智能化[J].塑料制造,2014,(11):1.
[42]艾邦團(tuán)隊(duì).2019年德國(guó)K展總結(jié)精華版[EB/OL].2019?11?01.https://mp.weixin.qq.com/s/W0sX9FFAX9qxTTwlrCigvQ.
[43]Li Z,Liu L,Barenji A V,et al.Cloud?based manufactu?ring blockchain:Secure knowledge sharing for injection mould redesign[J].Procedia CIRP,2018,72:961?966.
[44]Richter Katharina P M,Schmitt Robert H. Use the com?puted tomography for the automatic tool correction of the mould injection process[C]//European Society for Preci?sion Engineering and Nanotechnology,Conference Pro?ceedings?19th International Conference and Exhibition.Bilbao:EUSPEN,2019:352?355.



















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













