張維合1,鄧成林2,閆麗靜1,胥永林1,馮婧1
(1.廣東科技學(xué)院,廣東,東莞523000;2.東莞市模人科技有限公司,廣東,東莞523000)
摘要:根據(jù)汽車后大燈鏡殼的結(jié)構(gòu)特點(diǎn),設(shè)計(jì)了一副大型薄壁精密注塑模具。模具采用定模成型內(nèi)表面、動模成型外表面及動模側(cè)向抽芯機(jī)構(gòu),有效地解決了成型塑件脫模困難問題;模具采用三級定位機(jī)構(gòu),顯著提高了模具剛度和壽命;模具采用隨形水路溫度控制系統(tǒng),成型周期降低了10%,成型塑件最大變形量下降了20%,成型塑件的尺寸精度達(dá)到了設(shè)計(jì)要求的MT3;模具采用推桿先復(fù)位機(jī)構(gòu),有效地消除了滑塊和推桿汽相撞的風(fēng)險(xiǎn),保證了側(cè)向抽芯機(jī)構(gòu)安全可靠。模具投產(chǎn)后運(yùn)行平穩(wěn),成型塑件尺寸穩(wěn)定。
關(guān)鍵詞:汽車后大燈鏡殼;大型薄壁精密注塑模具;三級定位機(jī)構(gòu);隨形水路;側(cè)向抽芯機(jī)構(gòu);先復(fù)位機(jī)構(gòu)
汽車車燈的主要作用是照明。因此,汽車車燈外觀要求較高,從而對模具設(shè)計(jì)與制造要求也較高。組成汽車前后車燈的主要零件均為塑料零件,包括左右透鏡、左右裝飾框、左右鏡殼和左右反射鏡等。其中,鏡殼結(jié)構(gòu)復(fù)雜,精度較高,為解決模具和塑件在注射成型過程中存在的問題,文章結(jié)合同類型車型后大燈鏡殼注塑模具進(jìn)行優(yōu)化設(shè)計(jì)。
1塑件外觀要求與結(jié)構(gòu)
圖1為廣州本田某款SUV汽車右后大燈鏡殼零件圖,除了燈頭孔以外,左后大燈鏡殼與其對稱。鏡殼材料為PP+TD20,其中,聚丙烯PP為鏡殼的基體,TD為添加劑滑石粉,TD20表示滑石粉添加量為20%,滑石粉能提高鏡殼的剛度[1-2]。塑件的最大外形尺寸為475.3 mm×355.6 mm×291.4 mm、平均壁厚為2 mm,燈頭孔和后蓋孔裝配精度較高,尺寸精度為MT3(GB/T 14486—2008),屬于大型薄壁精密塑件;鏡殼外形和內(nèi)形均較復(fù)雜,當(dāng)分型面選擇不合適時(shí),成型塑件有粘定模的風(fēng)險(xiǎn);鏡殼外側(cè)面有6處倒扣,側(cè)向抽芯結(jié)構(gòu)復(fù)雜;塑件外觀面不允許有斑點(diǎn)、收縮凹陷、熔接痕和飛邊等成型缺陷。
圖1汽車右后大燈鏡殼零件圖(單位:mm)
(a)主視圖(b)側(cè)視圖(c)立體圖
S1~S6-側(cè)向抽芯機(jī)構(gòu)
2模具結(jié)構(gòu)設(shè)計(jì)
2.1成型零件設(shè)計(jì)
根據(jù)鏡殼的結(jié)構(gòu)特點(diǎn),為保證塑件開模后留在動模中,采用定模成型內(nèi)表面,動模成型外表面。模具采用一體式結(jié)構(gòu),模具的定模A板為定模成型零件,動模B板為動模成型零件。該設(shè)置具有結(jié)構(gòu)緊湊、剛度較好、模具體積較小的特點(diǎn),同時(shí)減少了開框、配框和制造斜楔等復(fù)雜的工序。
汽車后大燈鏡殼內(nèi)外側(cè)均較為復(fù)雜,為解決塑件容易粘定模或拖傷的問題,采用定模成型內(nèi)表面,動模成型外表面;定模型腔的脫模斜度設(shè)置為3°,動模型腔的脫模斜度設(shè)置為1°[3];在塑件不允許大脫模斜度內(nèi)側(cè)面對應(yīng)的外側(cè)面設(shè)計(jì)倒扣紋,倒扣紋深度在0.5~1 mm范圍內(nèi),倒扣紋設(shè)計(jì)在靠近塑件的圓角處[4]。
燈頭孔的尺寸精度較高,燈頭孔的拔模斜度須在0.5°以內(nèi),否則影響燈座與燈頭孔的裝配精度。后大燈鏡殼塑件加強(qiáng)筋及模具鑲件較多,為有利于裝拆,所有鑲件均采用冬菇頭定位,螺釘全部從正面旋入,在影響成型面處采用黃銅堵頭。
汽車后大燈鏡殼注塑模具分型面形狀復(fù)雜,分型面必須平順光滑,不能有尖角銳邊等薄弱易損結(jié)構(gòu)。這樣的分型面既有利于加工,又能有效地提高模具壽命。汽車后大燈鏡殼注塑模具分型面封膠寬度為40 mm,分型面以外的區(qū)域避空1 mm。在大面積的避空處設(shè)計(jì)了8塊承壓塊,保證模具受力均勻,避免了模具長期生產(chǎn)后變形。
模具定模成型零件采用P20模具鋼,動模成型零件采用718模具鋼,這是由于,不同的模具鋼在摩擦?xí)r不易由于高溫產(chǎn)生粘連燒結(jié)[5-6]。
2.2澆注系統(tǒng)設(shè)計(jì)
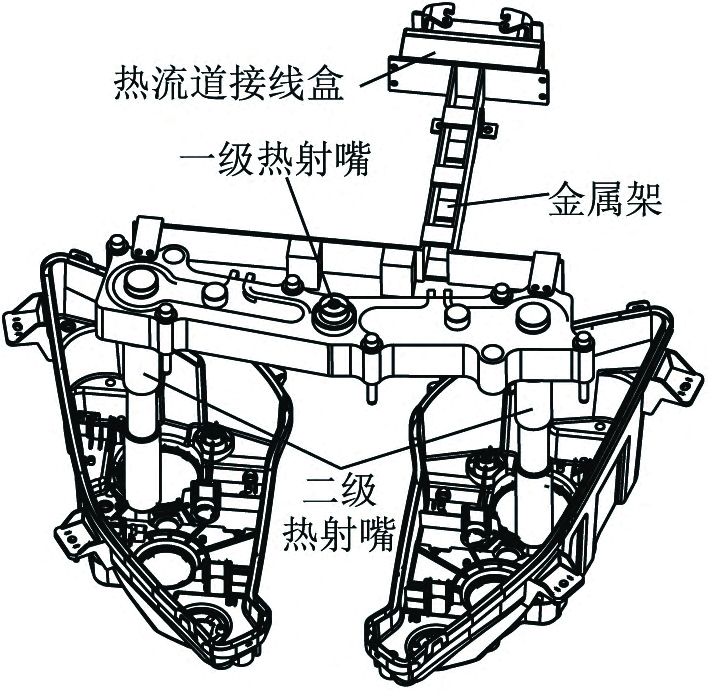
成型塑件尺寸較大,結(jié)構(gòu)復(fù)雜,熔體填充阻力較大,為保證成型質(zhì)量,澆注系統(tǒng)采用兩點(diǎn)開放式熱流道,進(jìn)膠點(diǎn)直接設(shè)計(jì)在塑件內(nèi)表面,可以使料流速度較快,注塑周期較短,保證成型質(zhì)量較好。由于鏡殼為非外觀件,表面的進(jìn)膠痕跡不影響外觀。模具的熱流道澆注系統(tǒng)由接線盒、一級熱射嘴、二級熱射嘴和熱流道板組成,如圖2所示。為解決針對同類型車型鏡殼成型過程中易出現(xiàn)熱嘴流延、拉絲及澆口殘留過高的問題,在熱嘴區(qū)域及熱嘴正對面的動模區(qū)域單獨(dú)設(shè)計(jì)了1條冷卻水道,以上問題均得到了解決[8]。
圖2模具熱流道澆注系統(tǒng)
2.3側(cè)向抽芯機(jī)構(gòu)設(shè)計(jì)
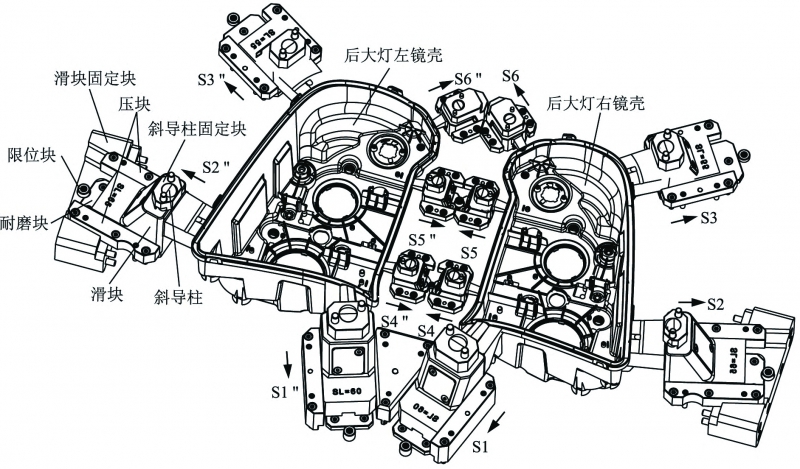
一模成型后,大燈左右2個鏡殼塑件,每個塑件均有6個倒扣,6個倒扣均在塑件外側(cè),模具均采用了“動模滑塊+斜導(dǎo)柱+定位夾”的側(cè)向抽芯機(jī)構(gòu),該結(jié)構(gòu)加工方便,抽芯動作安全穩(wěn)定,定位可靠[9-10]。后大燈右鏡殼的6個側(cè)向抽芯機(jī)構(gòu)分別為S1、S2、S3、S4、S5和S6,后大燈左鏡殼的6個側(cè)向抽芯機(jī)構(gòu)分別為S1″、S2″、S3″、S4″、S5″和S6″。每個側(cè)向抽芯機(jī)構(gòu)均由成型零件滑塊、驅(qū)動零件斜導(dǎo)柱、定位零件定位夾、限位塊及輔助零件斜導(dǎo)柱固定塊和耐磨塊組成,如圖3所示。
圖3汽車后大燈鏡殼模具側(cè)向抽芯機(jī)構(gòu)立體圖
S1~S6-右鏡殼側(cè)向抽芯機(jī)構(gòu)S1″~S6″-左鏡殼側(cè)向抽芯機(jī)構(gòu)
2.4溫度控制系統(tǒng)設(shè)計(jì)
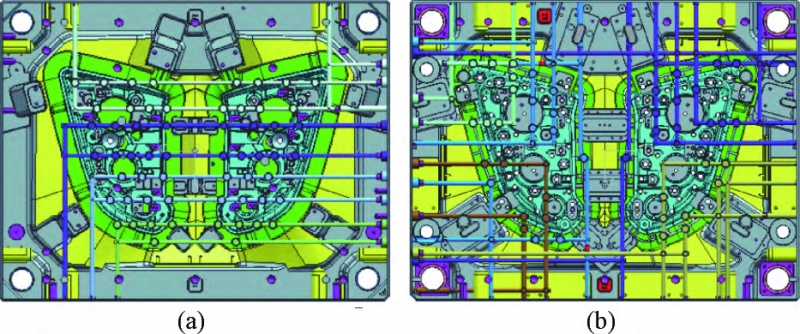
鏡殼外形落差較大,模具采用了“垂直式水管+傾斜式水管+隔片式水井”隨形水路的組合式溫度控制系統(tǒng),如圖4所示。定模設(shè)計(jì)了4組循環(huán)水路,動模設(shè)計(jì)了5組循環(huán)水路,冷卻水道距離型腔面必須基本相等,約為水道直徑的4~5倍(50~60 mm)。2個熱射嘴附近溫度較高,模具均單獨(dú)設(shè)計(jì)了1組冷卻水路,有利于散熱[11]。定、動模冷卻回路形成了互相交叉網(wǎng)狀結(jié)構(gòu),冷卻面積約為塑件面積的60%。水路設(shè)計(jì)均勻合理,模具型腔冷卻快速均衡,顯著提高了模具的生產(chǎn)效率和塑件的成型精度,成功將注塑周期控制在40 s之內(nèi),與同類型鏡殼注塑模具相比,縮短了約10%,成型塑件最大變形量下降了20%,尺寸精度達(dá)到了MT3。
圖4注塑模具溫度控制系統(tǒng)
(a)定模冷卻系統(tǒng)(b)動模冷卻系統(tǒng)
2.5脫模系統(tǒng)及先復(fù)位機(jī)構(gòu)設(shè)計(jì)
汽車后大燈鏡殼模具脫模機(jī)構(gòu)采用“推桿+推管”結(jié)構(gòu)形式,模具在定、動模開模與側(cè)向機(jī)構(gòu)抽芯后,依靠模具推出系統(tǒng)推出塑件,推件固定板由注塑機(jī)通過KO孔機(jī)械推動和在4支復(fù)位桿的作用下復(fù)位[12]。汽車后大燈鏡殼注塑模具脫模系統(tǒng)如圖5所示。
圖5汽車后大燈鏡殼注塑模具脫模系統(tǒng)
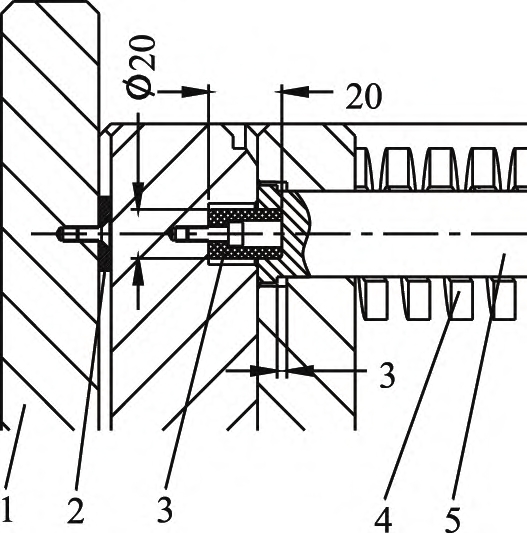
由圖2e中C-C剖視圖可知,模具S2和S2″的滑塊35下為推桿40,為防止合模時(shí)推桿40由于復(fù)位較差,導(dǎo)致滑塊和推桿相撞,模具設(shè)計(jì)了4個推桿先復(fù)位機(jī)構(gòu):在4根復(fù)位桿固定端的下方各設(shè)計(jì)1塊20 mm×20 mm的彈力膠,如圖6所示。復(fù)位桿固定板的大頭孔比復(fù)位桿固定端深3 mm,開模后,由于彈力膠作用復(fù)位桿比推件向前多推出3 mm,可以縮短合模時(shí)復(fù)位桿和定模A板接觸時(shí)間,將推件固定板和推件提前推回復(fù)位,達(dá)到推出零件先復(fù)位的目的。
圖6模具先復(fù)位機(jī)構(gòu)(單位:mm)
1-動模固定板2-垃圾釘3-先復(fù)位彈力膠4-復(fù)位彈簧5-復(fù)位桿
復(fù)位彈簧雖然具有先復(fù)位功能,但是,容易疲勞失效,在推桿必須先復(fù)位的情況下,僅依靠復(fù)位彈簧不可靠[13]。另外,塑件燈頭孔與左右轉(zhuǎn)向燈頭裝配時(shí)需要增加密封圈,而且密封效果要求較高,因此,該區(qū)域不能設(shè)計(jì)推桿,避免影響密封性。
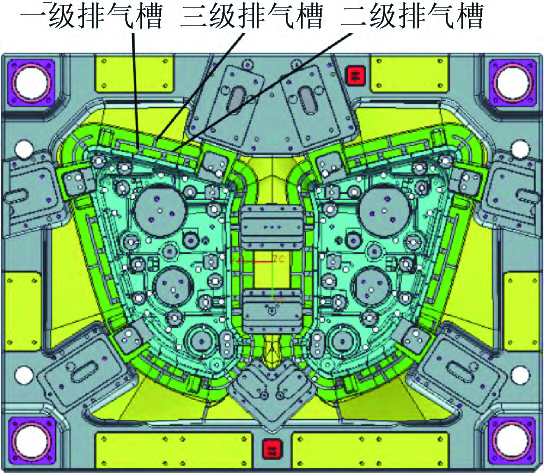
2.6模具排氣系統(tǒng)設(shè)計(jì)
汽車后大燈鏡殼尺寸較大、結(jié)構(gòu)復(fù)雜,客戶反映其他類型汽車后大燈鏡殼注塑模具常出現(xiàn)填充不滿、困氣、脫模不順利等注塑缺陷,嚴(yán)重時(shí)產(chǎn)品分型面處還會出現(xiàn)燒焦痕跡,這些均為排氣系統(tǒng)設(shè)計(jì)不合理造成的[14]。因此,對排氣系統(tǒng)進(jìn)行了充分分析,在一級排氣槽位置和數(shù)量設(shè)計(jì)方面進(jìn)行了改善,將排氣槽主要開設(shè)在動模分型面上,并且采用數(shù)控銑床加工,如圖7所示。
圖7模具排氣系統(tǒng)
2.7導(dǎo)向定位系統(tǒng)設(shè)計(jì)
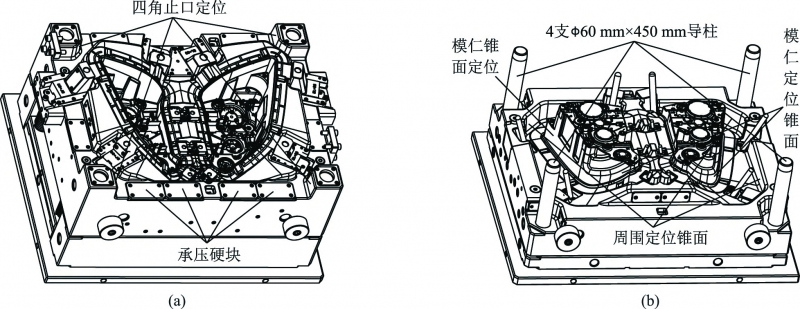
模具在4個角上各設(shè)計(jì)了1支60 mm×450 mm圓導(dǎo)柱,導(dǎo)柱安裝在定模側(cè),如圖8所示。由于塑件開模后留在動模側(cè),導(dǎo)柱不影響塑件取出,同時(shí)避免了塑件圖粘到導(dǎo)柱上的油污。定模導(dǎo)柱在翻模時(shí)還可作為支撐腳使用,便于制造。導(dǎo)柱的長度必須在斜導(dǎo)柱插入滑塊前20 mm時(shí)插入導(dǎo)套,保證側(cè)向抽芯機(jī)構(gòu)順利復(fù)位。另外,導(dǎo)柱最大長度不宜超過其直徑的10倍[15]。
圖8汽車后大燈鏡殼注塑模具立體圖
(a)動模立體圖(b)定模立體圖
結(jié)合汽車后大燈鏡殼在生產(chǎn)中外觀面存在拖傷現(xiàn)象,模具設(shè)計(jì)采用三級定位機(jī)構(gòu),其中,導(dǎo)柱導(dǎo)套為一級定位機(jī)構(gòu),由于導(dǎo)柱導(dǎo)套之間采用間隙配合H7/f6,在合模時(shí)具有初步定位作用,其主要具有導(dǎo)向作用。模具二級定位機(jī)構(gòu)為模具動模板和定模板的錐面止口,包括4個角上的8個錐面定位面及四面圍邊式的定動模互鎖定位,二級定位主要為模架的定位,定位精度遠(yuǎn)高于導(dǎo)柱導(dǎo)套的定位,對于精密模具與汽車模具而言,二級定位是模具的主要定位結(jié)構(gòu)。三級定位機(jī)構(gòu)是模仁分型面上的精準(zhǔn)錐面止口,主要保護(hù)模具插穿面,同時(shí)也承受側(cè)向注射壓力。二級定位面和三級定位面錐度一般取值在3°~8°范圍內(nèi),止口高度設(shè)計(jì)與模仁最高面相比,高出了5~10 mm。止口定位面需設(shè)為面對面,實(shí)現(xiàn)互鎖,避免模具向一側(cè)傾斜打滑。模具三級定位機(jī)構(gòu)保證了動定模精準(zhǔn)定位,顯著提高了成型塑件的精度、模具的剛度和生產(chǎn)壽命。
3模具工作過程
模具最大外形尺寸為1 200 mm×950 mm×820mm,總重量約為8 t,屬于大型注塑模具。模具平面結(jié)構(gòu)如圖9所示。
圖9汽車后大燈鏡殼注塑模具結(jié)構(gòu)圖(單位:mm)
1-動模固定板2-垃圾釘3-先復(fù)位彈力膠4-復(fù)位彈簧5-復(fù)位桿6-動模板7-硬塊8-定模板9-框板10-定模固定板11-熱流道板12-熱射嘴13-導(dǎo)柱14-導(dǎo)套15-推件板導(dǎo)柱16-推件板導(dǎo)套17-推管18-芯型19-推件固定板20-推件底板21-撐柱22-滑塊23-彈簧24-斜導(dǎo)柱25-斜導(dǎo)柱26-彈簧27-滑塊28-撐柱29-限位柱30-滑塊31-斜導(dǎo)柱固定塊32-斜導(dǎo)柱33-斜導(dǎo)柱固定塊34-斜導(dǎo)柱35-滑塊36-彈簧37-滑塊限位柱38-導(dǎo)向塊39-滑塊限位柱40-推桿41-斜導(dǎo)柱固定塊42-斜導(dǎo)柱43-滑塊44-滑塊限位柱
PP+TD20熔體經(jīng)熱流道澆注系統(tǒng)進(jìn)入模具型腔,熔體充滿型腔后,經(jīng)保壓、冷卻及固化至足夠剛性后,注塑機(jī)拉動模具的動模固定板1,模具從分型面Ⅰ處開模,動、定模開模距離500 mm,由注塑機(jī)控制。在開模過程中,12個滑塊在12支斜導(dǎo)柱的驅(qū)動下進(jìn)行側(cè)向抽芯,S1和S1″的抽芯距離為60 mm,S2和S2″的抽芯距離為65 mm,S3和S3″的抽芯距離為55 mm,S4、S5、S6、S4″、S5″和S6″的抽芯距離為6 mm。抽芯距離由擋銷和定位夾控制。完成開模行程后,注塑機(jī)頂棍推動推件底板20、推件固定板19以及所有推桿、推管,將成型塑件推離動模。塑件頂出75 mm后,由限位柱29控制。成型塑件由機(jī)械手取出后,注塑機(jī)推動動模合模,在復(fù)位彈簧4和彈力膠3作用下,推件及其固定板提前復(fù)位,模具進(jìn)行下一次注射成型。
4結(jié)論
(1)模具采用定模成型內(nèi)表面、動模成型外表面及動模側(cè)向抽芯機(jī)構(gòu),不但有效地解決了成型塑件脫模困難的問題,而且顯著簡化了模具的側(cè)向抽芯機(jī)構(gòu)。
(2)模具采用三級定位機(jī)構(gòu),顯著提高了模具剛度和壽命,模具采用隨形水路溫度控制系統(tǒng),成型周期降低了10%,成型塑件最大變形量下降了20%,成型塑件的尺寸精度達(dá)到了設(shè)計(jì)要求的MT3。
(3)模具采用彈力膠推桿先復(fù)位機(jī)構(gòu),消除了滑塊和推桿相撞的風(fēng)險(xiǎn),保證了側(cè)向抽芯機(jī)構(gòu)安全可靠。模具第一次試模成功,投產(chǎn)后運(yùn)行平穩(wěn),成型塑件尺寸穩(wěn)定。該車型裝車效果較好,該款車型車燈在車展中得到了廣泛認(rèn)可與好評,為客戶創(chuàng)造了較好的經(jīng)濟(jì)效益。
參考文獻(xiàn):
[1]張維合.注射模具設(shè)計(jì)實(shí)用手冊[M].北京:化學(xué)工業(yè)出版社,2011.
[2]張維合.汽車注塑模具設(shè)計(jì)要點(diǎn)與實(shí)例[M].北京:化學(xué)工業(yè)出版社,2016.
[3]張維合.基于順序閥熱流道技術(shù)汽車導(dǎo)流板注射模設(shè)計(jì)[J].塑料科技,2018,46(12):100-105.
[4]萬鵬程.汽車保險(xiǎn)杠注射模澆注系統(tǒng)設(shè)計(jì)與成型參數(shù)優(yōu)化[M].昆明:昆明理工大學(xué)出版社,2011.
[5]沈忠良,鄭子軍,肖國華,等.汽車中控面板IMD成組模具設(shè)計(jì)[J].工程塑料應(yīng)用,2017,45(1):70-75.
[6]張維合.汽車中央裝飾件順序閥熱流道二次頂出注塑模設(shè)計(jì)[J].工程塑料應(yīng)用,2018,46(7):87-91.
[7]吳夢陵.Moldflow模具分析實(shí)用教程[M].2版.北京:電子工業(yè)出版社,2018.
[8]劉彥國.塑料成型工藝與模具設(shè)計(jì)[M].4版.北京:人民郵電出版社,2018.
[9]周紀(jì)委,王明偉,吳迪,等.汽車尾門左右窗框飾板氣輔注塑模具設(shè)計(jì)[J].中國塑料,2023,37(11):141-148.
[10]張?jiān)?熊建武,夏凱,等.汽車通風(fēng)管接頭注塑模具設(shè)計(jì)[J].塑料,2023,52(5):74-78.
[11]劉祥建,周佳睿,姜勁.基于Moldflow的按鈕開關(guān)帽注塑模具設(shè)計(jì)[J].工程塑料應(yīng)用,2023(6):1-6.
[12]REN J W,WU C,LIU H H,et al.A collaboration navigation system for concurente mold design[J].The International Journal of Advanced Manufacturing Technology,2009,40(3/4):215-225.
[13]TSAI C C,LU C H.Multivariable self-tuning temperature control for plastic injection molding process[J].Industry Applications IEEE Transactions on,1998,34(2):310-318.
[14]LI C G,WU Y.Evolutionary optimization of plastic injection mould cooling system layout design[C]//International conference on intelligent system design&engineering application.IEEE Computer Society,2010.
[15]張維合.汽車后背門護(hù)板熱流道大型注塑模設(shè)計(jì)[J].中國塑料,2019,33(5):102-108.



























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





