任重1,2,黃興元3,柳和生4
1 江西科技師范大學(xué)光電子與通信重點(diǎn)實(shí)驗(yàn)室,南昌 330038 2 江西科技師范大學(xué)光電檢測(cè)與信息處理重點(diǎn)實(shí)驗(yàn)室,南昌 330038
3 南昌大學(xué)機(jī)電工程學(xué)院,南昌 330031
4 東華理工大學(xué)化學(xué)生物與材料科學(xué)學(xué)院,南昌 330013
為了解決傳統(tǒng)塑料微管擠出產(chǎn)生的擠出脹大、熔體破裂和擠出變形等問(wèn)題,本工作采用內(nèi)外雙層氣體輔助技術(shù)開(kāi)展了塑料微管氣輔擠出實(shí)驗(yàn),并將其與傳統(tǒng)擠出實(shí)驗(yàn)結(jié)果進(jìn)行了對(duì)比。為了進(jìn)一步揭示氣輔技術(shù)可以消除傳統(tǒng)擠出產(chǎn)生上述問(wèn)題的機(jī)理,利用有限元方法對(duì)塑料微管氣輔擠出和傳統(tǒng)擠出進(jìn)行了數(shù)值模擬和對(duì)比分析。實(shí)驗(yàn)結(jié)果表明,氣輔技術(shù)不僅很好地克服了擠出脹大和擠出變形,而且使得擠出的塑料微管表面平整度、光澤度和透明度均有很大提高。數(shù)值結(jié)果表明,氣輔技術(shù)較好地減小了熔體在口模流道內(nèi)尤其是口模出口處的壓力、剪切和法向應(yīng)力差分布,使得塑料微管熔體在口模內(nèi)的流動(dòng)從黏著無(wú)滑移剪切流動(dòng)轉(zhuǎn)變?yōu)橥耆茻o(wú)黏著流動(dòng),并且在口模出口處流速分布均勻且無(wú)突變和徑向流速,從而較好地克服了塑料微管傳統(tǒng)擠出方式產(chǎn)生的問(wèn)題。
關(guān)鍵詞 塑料微管 擠出成型 氣輔技術(shù) 有限元分析
0引言
塑料微管在醫(yī)學(xué)、光纖通信和汽車油路等領(lǐng)域中的應(yīng)用越來(lái)越廣泛,尤其是在醫(yī)學(xué)領(lǐng)域,如冠狀動(dòng)脈導(dǎo)管、造影導(dǎo)管和心胸、泌尿等外科手術(shù)中的各種微管等。據(jù)報(bào)道,近年來(lái)我國(guó)每年消費(fèi)的各類微管費(fèi)用達(dá)數(shù)億美元,具有巨大的經(jīng)濟(jì)市場(chǎng)[1-2]。但是,在傳統(tǒng)塑料微管擠出過(guò)程中,由于高分子塑料熔體本身固有的高黏彈特性,加上在高速螺桿旋轉(zhuǎn)推動(dòng)下,熔體在口模流道內(nèi)與口模壁面相互作用,使得熔體分子鏈產(chǎn)生了取向并存儲(chǔ)了較大的彈性能。當(dāng)熔體被擠出口模時(shí),由于彈性儲(chǔ)能恢復(fù)、應(yīng)力突變和流速不均等因素,使得被擠出口模的熔體產(chǎn)生明顯的擠出脹大、熔體破裂和擠出變形等問(wèn)題[3-7],嚴(yán)重影響了塑料微管產(chǎn)品的品質(zhì),造成巨大的人力、財(cái)力和物力浪費(fèi)。
為了解決上述問(wèn)題,本工作提出將氣輔技術(shù)[8-9]應(yīng)用于塑料微管擠出,并將一定壓力的氣體導(dǎo)入到塑料微管擠出口模的環(huán)形熔體與口模內(nèi)壁面和芯棒外壁面之間[10],形成內(nèi)外雙層的穩(wěn)定氣輔層,使得塑料微管熔體以完全柱塞狀的方式擠出[11-13],最終消除塑料微管擠出產(chǎn)生的上述三個(gè)問(wèn)題[14-15]。為了實(shí)現(xiàn)上述目標(biāo),首先本工作搭建了一套塑料微管氣輔擠出實(shí)驗(yàn)裝置,對(duì)塑料微管氣輔擠出和傳統(tǒng)擠出進(jìn)行了實(shí)驗(yàn)研究和對(duì)比分析。然后,利用有限元方法對(duì)塑料微管傳統(tǒng)和氣輔擠出進(jìn)行了數(shù)值模擬,并且對(duì)氣輔技術(shù)可以消除傳統(tǒng)塑料微管擠出產(chǎn)生的擠出脹大、熔體破裂和扭曲變形進(jìn)行了機(jī)理分析。
1實(shí)驗(yàn)
1.1設(shè)備和材料
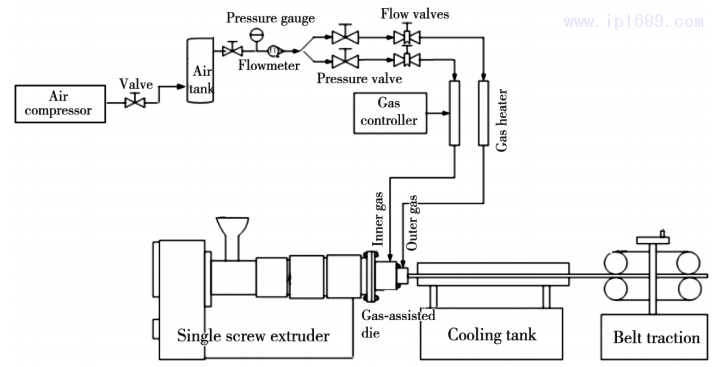
為了實(shí)現(xiàn)塑料微管氣輔擠出,構(gòu)建了一套塑料微管氣輔擠出實(shí)驗(yàn)裝置,如圖1所示。該裝置主要包括:塑料微管擠出子系統(tǒng)、塑料微管氣輔擠出口模和氣體輔助子系統(tǒng)。
該裝置中,塑料微管擠出子系統(tǒng)由小型單螺桿擠出機(jī)、冷卻定徑水槽和皮帶牽引機(jī)(GRQ-25PVC,科勞斯)構(gòu)成。其中,擠出機(jī)螺桿直徑為25mm,長(zhǎng)徑比為25:1,螺桿轉(zhuǎn)速可調(diào)范圍為0~100r/min。冷卻定徑水槽長(zhǎng)2m,為不銹鋼材質(zhì)。皮帶牽引機(jī)為變頻電機(jī)驅(qū)動(dòng)的皮帶牽引裝置,牽引速度范圍為0~30m/min。
同時(shí),本研究還設(shè)計(jì)了一款塑料微管氣輔擠出口模,如圖2所示。該氣輔口模主要由口模連接法蘭、多孔板、機(jī)頭體、分流錐、內(nèi)氣輔芯棒、外氣輔口模、外氣輔圓筒和壓圈等構(gòu)成。
體輔助子系統(tǒng)由空壓機(jī)(颶霸LD-800×3-80L,臺(tái)州)、閥門、儲(chǔ)氣罐(型號(hào):1V-3/8,0.4m3)、減壓閥(AFC2000,中國(guó)臺(tái)灣)、流量計(jì)、三通閥、精密調(diào)壓閥(IR1000-01BG,武漢百靈)、流量調(diào)節(jié)閥(ASC-06,昆山凱意隆氣動(dòng)有限公司)、氣體加熱器(1000W,上海淶恒電熱電器有限公司)、溫度控制器、輸氣管和接口等組成。其中,儲(chǔ)氣罐最大壓力值為0.8MPa,其作用是存儲(chǔ)高壓壓縮氣體,并減小塑料微管氣輔擠出過(guò)程中氣體的壓力波動(dòng)。
1.2實(shí)驗(yàn)步驟
(1)開(kāi)啟擠出機(jī)電源開(kāi)關(guān),將熔體溫度加熱到230℃。為了使塑料原料能快速熔融又不至于在機(jī)筒進(jìn)料段產(chǎn)生過(guò)熱降解,可以將擠出機(jī)的三段區(qū)域和擠出口模的兩段區(qū)域按照表2逐級(jí)遞增的方式進(jìn)行溫度設(shè)置,擠出機(jī)和口模開(kāi)始加熱,預(yù)計(jì)加熱時(shí)間為30~40min。(2)在擠出機(jī)和口模加熱期間,打開(kāi)氣輔子系統(tǒng)中空壓機(jī)和儲(chǔ)氣罐之間的閥門,啟動(dòng)空壓機(jī)將空氣壓縮并存儲(chǔ)于儲(chǔ)氣罐中直至達(dá)到儲(chǔ)氣罐最大壓力(0.7MPa)時(shí),空壓機(jī)自動(dòng)停止。(3)待擠出機(jī)和口模溫度達(dá)到設(shè)定值后,開(kāi)啟儲(chǔ)氣罐出口閥門,并通過(guò)減壓閥將氣體壓力適當(dāng)降低至0.3MPa,再經(jīng)過(guò)三通閥將氣輔氣路分為內(nèi)氣輔氣路和外氣輔氣路,當(dāng)兩路氣體分別經(jīng)過(guò)精密調(diào)壓閥和流量控制閥后,利用氣體加熱器將兩路氣體加熱至與熔體溫度相同。(4)由輸氣管道將加熱后的內(nèi)外氣輔氣體通過(guò)進(jìn)氣接口流入到塑料微管氣輔擠出口模的內(nèi)外氣輔通道中。(5)開(kāi)啟擠出機(jī)電機(jī)電源開(kāi)關(guān),將擠出機(jī)電機(jī)頻率設(shè)定在一定值后,擠出機(jī)螺桿轉(zhuǎn)動(dòng)對(duì)熔融的塑料進(jìn)行擠出,同時(shí)開(kāi)啟冷卻定徑水槽和皮帶牽引機(jī),擠出的塑料微管經(jīng)過(guò)水槽冷卻后在皮帶牽引機(jī)的牽引下開(kāi)始進(jìn)行塑料微管氣輔擠出實(shí)驗(yàn)。(6)通過(guò)內(nèi)外氣輔氣路中的精密調(diào)壓閥和流量控制閥來(lái)調(diào)節(jié)內(nèi)外氣輔氣體壓力或流量,當(dāng)內(nèi)外氣輔層氣體輸出穩(wěn)定以及塑料微管表面質(zhì)量穩(wěn)定后,則最終可以實(shí)現(xiàn)穩(wěn)定的塑料微管氣輔擠出。

2實(shí)驗(yàn)結(jié)果
2.1氣輔擠出對(duì)塑料微管擠出脹大的影響
塑料微管內(nèi)外壁面均不施加氣輔層時(shí),塑料微管的擠出屬于傳統(tǒng)擠出,擠出得到的塑料微管如圖3a所示。而當(dāng)塑料微管內(nèi)外壁面均施加氣輔層且內(nèi)外雙氣輔穩(wěn)定時(shí),得到的氣輔擠出塑料微管如圖3b所示。
從圖3a可知,傳統(tǒng)擠出的塑料微管在口模出口處產(chǎn)生了明顯的擠出脹大現(xiàn)象,壁厚增厚。而對(duì)氣輔擠出而言,如圖3b所示,可以清楚地看出,塑料微管環(huán)形熔體與口模內(nèi)壁面之間存在明顯縫隙,說(shuō)明氣墊膜層已經(jīng)形成,且氣輔擠出的塑料微管尺寸均勻一致,沒(méi)有產(chǎn)生擠出脹大現(xiàn)象。這表明氣輔擠出技術(shù)很好地消除了傳統(tǒng)塑料微管擠出產(chǎn)生的擠出脹大和擠出變形問(wèn)題。
2.2氣輔擠出對(duì)塑料微管熔體破裂的影響
經(jīng)過(guò)冷卻和牽引后,得到了傳統(tǒng)和氣輔條件下擠出得到的塑料微管,分別如圖4a、b所示。
圖4a可知,在相同工藝條件下,相比于傳統(tǒng)擠出的塑料微管,氣輔擠出的塑料微管外徑稍小,內(nèi)徑稍大,壁厚更薄。此外,從圖4b可以清楚地看出,氣輔擠出的塑料微管的表面平整光滑、光澤度和透明度較好,質(zhì)量?jī)?yōu)于傳統(tǒng)擠出塑料。
利用電子顯微鏡(XSP-37XB,上海締倫光學(xué)儀器有限公司)分別對(duì)傳統(tǒng)擠出和氣輔擠出得到的塑料微管內(nèi)外壁面進(jìn)行微觀表征,結(jié)果如圖5所示。
從圖5a、b的微觀表征可知,傳統(tǒng)擠出的塑料微管內(nèi)外壁面均出現(xiàn)了粗糙和破裂紋理,其表面平整度和透光性差。而從圖5c、d可知,通過(guò)氣體輔助作用擠出的塑料微管內(nèi)外壁面沒(méi)有出現(xiàn)明顯的褶皺和破裂紋理,其表面光滑度、平整度和透光性相比于傳統(tǒng)擠出塑料有了很大提高。
3數(shù)值分析
3.1模型
本工作利用有限元數(shù)值方法[10]來(lái)揭示氣輔技術(shù)應(yīng)用于塑料微管擠出可以克服傳統(tǒng)塑料微管擠出產(chǎn)生的擠出脹大、熔體破裂和擠出變形等問(wèn)題的機(jī)理。塑料微管入口橫截面形狀和尺寸如圖6a所示,其外直徑為3mm,內(nèi)直徑為2mm。由于塑料微管呈軸對(duì)稱幾何結(jié)構(gòu),為了提高計(jì)算效率,本研究利用1/4部分的塑料微管幾何結(jié)構(gòu)來(lái)進(jìn)行數(shù)值模擬,其三維幾何結(jié)構(gòu)如圖6b所示。其中,AA'BB'CC'DD'為口模內(nèi)區(qū)域,其長(zhǎng)度為10mm。CC'DD'EE'FF'為口模外熔體自由區(qū)域,其長(zhǎng)度為10mm。AA'BB'為熔體入口面,CC'DD'為口模出口面,EE'FF'為熔體末端面,ABCDEF面為塑料微管外壁面,A'B'C'D'E'F'為塑料微管內(nèi)壁面,AA'CC'EE'和BB'DD'FF'為塑料微管熔體對(duì)稱面。
3.2控制方程
連續(xù)方程和動(dòng)量方程見(jiàn)式(1)、式(2):
于聚合物熔體為黏彈流體,本研究采用能很好反映黏彈流體特性且應(yīng)用較多的Phan-Thien-Tanner(PTT)微分黏彈本構(gòu)方程[16-17]來(lái)描述聚合物熔體的流動(dòng)特性。該本構(gòu)方程為:
式中:ηr=η2/η為黏度比,其中η2為偏應(yīng)力張量純黏性部分對(duì)應(yīng)的黏度、η為熔體總黏度,其滿足關(guān)系式η=η1+η2,η1為熔體的非牛頓黏度;λ為熔體松弛時(shí)間;ε為與熔體拉伸特性有關(guān)的材料參數(shù);ξ為與熔體剪切黏度有關(guān)的材料參數(shù);τ和τ分別為偏應(yīng)力張量 τ 的上隨體導(dǎo)數(shù)和下隨體導(dǎo)數(shù); D 為熔體形變速率張量。
3.3邊界條件
入口面:假設(shè)熔體在進(jìn)入定型段后,其流動(dòng)基本已經(jīng)充分發(fā)展。故熔體在入口面邊界滿足如下關(guān)系:vx=vy=0,其中vx、vy和vz為塑料微管熔體在口模內(nèi)沿x、y和z方向上的流速。
壁面:對(duì)傳統(tǒng)擠出而言,熔體壁面滿足無(wú)滑移(No-slip)邊界條件,即vn=vs=0,其中vn和vs分別表示熔體的法向速度、切向速度。而對(duì)氣輔擠出而言,采用完全滑移邊界條件(Full-slipcondition),即vn=0,fs=0,其中fs為熔體的切向應(yīng)力。
自由界面:在外界無(wú)壓力和表面張力附加的情況下,滿足的動(dòng)力學(xué)邊界條件為fn=0,fs=0和vn=0,其中fn為熔體的法向應(yīng)力。
對(duì)稱面:滿足的邊界條件為fs=0,vn=0。
末端面:塑料微管熔體末端未施加任何牽引力,則滿足如下關(guān)系,即fn=0和vs=0。
3.4物性參數(shù)
采用PTT本構(gòu)方程來(lái)描述塑料微管熔體的屬性,其物性參數(shù)[18]如表3所示。
4數(shù)值結(jié)果與分析
4.1擠出脹大
通過(guò)上述有限元數(shù)值模擬,得到了氣輔條件和傳統(tǒng)條件下塑料微管的擠出成型效果,如圖7a、b所示。同時(shí),為了更加準(zhǔn)確地表現(xiàn)出氣輔擠出和傳統(tǒng)擠出造成的塑料微管擠出脹大現(xiàn)象,模擬了傳統(tǒng)和氣輔時(shí)塑料微管的入口和末端截面形狀,如圖7c、d所示。
從圖7a、c可知,傳統(tǒng)塑料微管出現(xiàn)明顯的擠出脹大現(xiàn)象。按照式(6)—式(8)可以分別計(jì)算得到塑料微管的內(nèi)徑、外徑和壁厚的擠出脹大率(wi、wo和wt),即:
wi=(ri'-ri)/ri×100% (6)
wo=(ro'-ro)/ro×100% (7)
wt=(rt'-rt)/rt×100% (8)
式中:wi、wo和wt為塑料微管入口截面的內(nèi)半徑、外半徑和壁厚;wi'、wo'和wt'為塑料微管擠出口模后末端截面的內(nèi)半徑、外半徑和壁厚。
經(jīng)計(jì)算得到傳統(tǒng)擠出制備的塑料微管內(nèi)半徑、外半徑和壁厚的脹大率分別為38%、37.6%和36.8%。而從圖7b、d可以看出,氣體輔助技術(shù)制備的塑料微管內(nèi)半徑、外半徑和壁厚的脹大率基本為0,即塑料微管未發(fā)生任何擠出脹大和變形現(xiàn)象。
4.2流速分析
圖8a、b分別為傳統(tǒng)和氣輔條件下塑料微管熔體在口模出口截面上的徑向流速及沿軸向的Z流速分布曲線。
從圖8a可知,對(duì)傳統(tǒng)擠出而言,塑料微管靠近外壁面的熔體向外層膨脹(流速為正值),而靠近內(nèi)壁面的熔體向內(nèi)層膨脹(流速為負(fù)值),這種流速分布是傳統(tǒng)塑料微管擠出口模時(shí)的流速體現(xiàn)。而對(duì)塑料微管氣輔擠出而言,由于氣輔作用,塑料微管熔體在口模出口沒(méi)有產(chǎn)生徑向流速,表明氣輔技術(shù)消除了塑料微管徑向的擠出脹大現(xiàn)象。另外,從圖8b可知,對(duì)傳統(tǒng)擠出而言,沿軸向方向,熔體在口模流道內(nèi)壁面上的流速為0,為無(wú)滑移流動(dòng)方式;而在口模出口處,熔體流速產(chǎn)生了一個(gè)巨大的突變,這種突變是熔體受到快速拉伸以及熔體流速迅速重排的表現(xiàn)。此外,在實(shí)際擠出生產(chǎn)中,這種流速突變極易使得塑料微管表面產(chǎn)生熔體破裂現(xiàn)象。從圖8b還可以看出,引入氣輔技術(shù)后,熔體在軸向上的流速分布均勻一致;在出口處也未產(chǎn)生流速突變現(xiàn)象,材料熔體破裂問(wèn)題得到改善。
4.3壓力分析
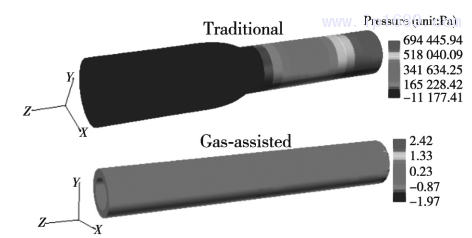
為了揭示上述熔體流速分布現(xiàn)象,得到了熔體在傳統(tǒng)方式和氣輔方式下塑料微管熔體的壓力及應(yīng)力等分布情況,其中壓力分布如圖9所示。從圖9中可知,在傳統(tǒng)擠出條件下,熔體入口處產(chǎn)生了很大的入口壓力;而對(duì)塑料微管氣輔擠出而言,其入口壓力非常小。因此,傳統(tǒng)條件下塑料微管擠出容易在口模出口處殘留壓力降,使得易出現(xiàn)擠出脹大現(xiàn)象。而氣輔條件下的入口壓力很小,且隨著熔體流出口模,口模出口處的多余壓力降基本消失,因此擠出脹大等現(xiàn)象得到了改善。
4.3壓力分析
為了揭示上述熔體流速分布現(xiàn)象,得到了熔體在傳統(tǒng)方式和氣輔方式下塑料微管熔體的壓力及應(yīng)力等分布情況,其中壓力分布如圖9所示。從圖9中可知,在傳統(tǒng)擠出條件下,熔體入口處產(chǎn)生了很大的入口壓力;而對(duì)塑料微管氣輔擠出而言,其入口壓力非常小。因此,傳統(tǒng)條件下塑料微管擠出容易在口模出口處殘留壓力降,使得易出現(xiàn)擠出脹大現(xiàn)象。而氣輔條件下的入口壓力很小,且隨著熔體流出口模,口模出口處的多余壓力降基本消失,因此擠出脹大等現(xiàn)象得到了改善。
4.4應(yīng)力分析
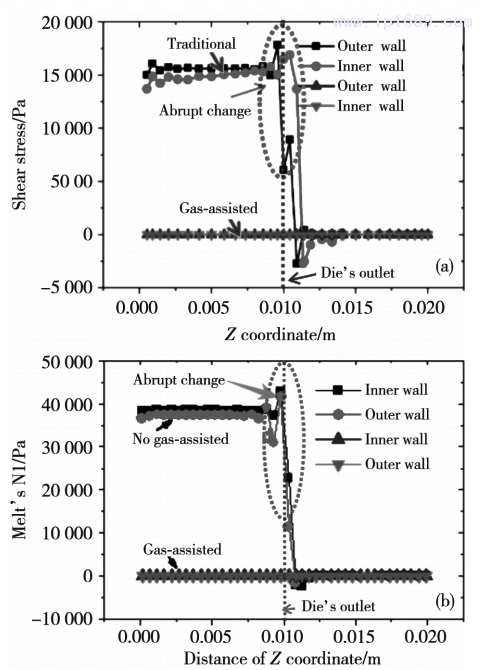
圖10a、b分別為沿軸向方向上傳統(tǒng)擠出和氣輔擠出方式制得的塑料微管熔體在內(nèi)壁面、外壁面上的剪切應(yīng)力及第一法向應(yīng)力差分布曲線。
圖10a、b可知,傳統(tǒng)塑料微管擠出在口模流道內(nèi)、熔體內(nèi)壁面和外壁面上均產(chǎn)生了較大的剪切應(yīng)力和第一法向應(yīng)力差。此外,在口模出口處,剪切應(yīng)力和第一法向應(yīng)力差突然增大。這種較大的剪切應(yīng)力和第一法向應(yīng)力差使得流道內(nèi)的熔體分子鏈產(chǎn)生了取向效應(yīng),并存儲(chǔ)了較大的彈性能。當(dāng)熔體從口模出口擠出時(shí),熔體之前所存儲(chǔ)的彈性能將釋放回復(fù),使得塑料微管熔體的內(nèi)壁面和外壁面均向內(nèi)外徑向方向產(chǎn)生膨脹,從而引發(fā)塑料微管直徑和壁厚的增大,這是傳統(tǒng)擠出方式中引發(fā)熔體在口模出口處產(chǎn)生徑向流速分布并進(jìn)而產(chǎn)生擠出脹大的主要原因[19]。而對(duì)氣輔擠出而言,塑料微管氣輔擠出在熔體的內(nèi)壁面和外壁面上產(chǎn)生的剪切應(yīng)力及第一法向應(yīng)力差非常小,對(duì)熔體存儲(chǔ)彈性能幾乎沒(méi)有影響,在整個(gè)流動(dòng)過(guò)程中熔體均處于無(wú)彈性能存儲(chǔ)和分子鏈松弛的狀態(tài)。故當(dāng)熔體被擠出口模時(shí),不產(chǎn)生任何擠出脹大和變形現(xiàn)象。
5結(jié)論
(1)需要在塑料微管內(nèi)外壁面與口模壁面之間建立內(nèi)外雙層氣體輔助層,才能較好地消除塑料微管擠出產(chǎn)生的諸多問(wèn)題。
(2)內(nèi)外氣體輔助層的引入不僅極大減小了口模流道內(nèi)熔體所受到的壓力,而且使得熔體與口模壁面之間的剪切應(yīng)力和第一法向應(yīng)力差也得到了極大消除。
(3)由于氣輔作用下熔體的壓力和應(yīng)力得到消除,減小了熔體在口模流道內(nèi)的彈性儲(chǔ)能和口模出口處的流速突變分布,最終較好地消除了傳統(tǒng)擠出所產(chǎn)生的擠出脹大、熔體破裂和擠出變形等問(wèn)題。
參考文獻(xiàn)
11.1.吳大鳴,李曉林,劉穎.塑料,2003(1),26.
12.2.王翔,王惠明,許忠斌.中國(guó)塑料,2015,29(10),1.
13.3. Tian H Q,Zhao D Y,Wang M J,etal.Journal of
14.Materials Processing Technology,2015,225,357.
15.4. Ansari M,Derakhshandeh M,Doufas A A,etal.Pol-
16.ymer Testing,2018,67,266.
17.5.任重,黃興元,柳和生.中南大學(xué)學(xué)報(bào)(自然科學(xué)版),2016,
18.47(4),1128.
19.6. Liang J Z.Polymer,2001,42(8),3709.
20.7. Hayden T,Yvonne S,Heike E H.Journal of Fluid
21.Mechanics,2017,810,127.
22.8. LiangRF,Mackley MR.Journal of Rheology,2001,
23.45(1),211.
24.9.Ren Z,Huang X Y.Materials Science Forum,2019,
25.956,253.
26.10.任重,黃興元,柳和生,等.四川大學(xué)學(xué)報(bào)(工程科學(xué)版),
27.2016,48(1),200.
28.11.黃楚曄,柳和生,黃興元,等.塑料工業(yè),2015,43(10),
29.44.
30.12.Ren Z,Huang X Y.Materials Science Forum,2016,
31.861,189.
32.13.黃益賓,余忠,熊愛(ài)華,等.中國(guó)機(jī)械工程,2017,
33.28(7),877.
34.14.Ren Z,Huang X Y,Liu H S,et al.Journal of Applied
35.Polymer Science,2015,132(42),1.
36.15.鄧小珍,柳和生,黃益賓,等.中南大學(xué)學(xué)報(bào)(自然科學(xué)版),
37.2016,47(7),2227.
38.16.Thien N P,TannerRI.Journal of Non-Newtonian Fluid
39.Mechanics,1977,2(4),353.
40.17.DhadwalR,Banik S,Doshi P,et al.Applied
41.Mathematical Modelling,2017,47,487.
42.18.何建濤,柳和生,黃興元,等.中國(guó)塑料,2014(5),64.
43.19.Mitsoulis E,Heng F L.Rheologica Acta,1987,26,
44.414.




















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













