程玲玲 魏永飛 莫盼盼 王 統(tǒng) 陳鵬濤
(1. 河南駝人醫(yī)療器械研究院有限公司,長垣 453400;2. 河南省醫(yī)用高分子材料技術與應用重點實驗室,長垣 453400)
摘 要: 將牽引閉環(huán)控制系統(tǒng)應用于國內普通30# 擠出機,以注藥管、輸液管為擠出試驗對象,利用方差和 標準差分析法分析產品內外徑的檢測結果。結果表明,牽引閉環(huán)控制系統(tǒng)能大大提高產品的擠出精密度。
關鍵詞: 牽引閉環(huán)控制系統(tǒng) 注藥管 輸液管
目前,國內醫(yī)用擠出機控制功能還不具備成熟的內外徑和壁厚控制調節(jié)功能,即自動閉環(huán)控制技術[1-3]還沒有成功應用于產品制造,而國外擠出機已實現此技術應用,但也只是少數國外設備廠家,如Savills、美國 AK 公司。經實踐驗證,該技術對產品精密度提具有巨大作用。從擠出精密度方面進行對比,具有閉環(huán)控制的進口擠出機比國產擠出機精密度高 60% ~80%。因此,本文將牽引閉環(huán)控制系統(tǒng)應用于普通國內擠出機,以注藥管、輸液管為擠出試驗對象,利用方差和標準差分析法分析產品內外徑的檢測結果。結果表明,牽引閉環(huán)控制系統(tǒng)能提高產品的擠出準確度和擠出精密度。
1 閉環(huán)擠出機結構及控制系統(tǒng)
1.1 閉環(huán)擠出機的結構
本項目研究的閉環(huán)擠出機主要包括普通擠出機和牽引閉環(huán)控制系統(tǒng)兩部分,如圖 1 所示。其中,普通擠出機由 供氣系統(tǒng)、主體部分、水槽、牽引切斷機和傳動裝置組成; 牽引閉環(huán)控制系統(tǒng)由三軸激光測徑儀、超聲波測厚儀和控 制器組成。
1.2 牽引閉環(huán)控制系統(tǒng)
1.2.1 牽引閉環(huán)控制系統(tǒng)特點
(1)三軸激光在線檢測外徑、橢圓度以及過程能力指數(CPK),實現對外徑的精準檢測;
(2)超聲波在線檢測內徑、壁厚、偏心度、薄點以及過程能力指數(CPK),實現全面的內徑相關檢測;
(3)牽引閉環(huán)控制系統(tǒng)可自動控制牽引機速度,實現 自動化智能調節(jié);
(4)精密度可控制在±0.03mm以內。
1.2.2 牽引閉環(huán)控制原理
在控制器的存儲器內輸入產品的內外徑和壁厚尺寸參數,控制器采集并存儲擠出機的牽引速度和三軸激光測徑儀最新檢測到的產品外徑數值 A,控制器根據 A 的變化隨時調節(jié)擠出機的牽引速度,以滿足產品的外徑要求。
2 試驗部分
2.1 試驗對象
粒料:PVC 5402 (威海潔瑞醫(yī)用制品有限公司)。
設備: 30# 擠出機(海瑞嘉精密擠出機械有限公司),牽引閉環(huán)控制系統(tǒng),影像測量儀(寧波金永計量儀器設備有限公司)。
產品:注藥管和輸液管。
2.2 試驗方法
2.2.1 擠出試驗
分別在牽引閉環(huán)控制系統(tǒng)未啟動和啟動的情況下,對注藥管和輸液管進行擠出試驗,利用影像測量儀對產品的內外徑進行檢測。對比注藥管、輸液管的內外徑檢測結果,分析牽引閉環(huán)控制系統(tǒng)對產品擠出精密度的影響。
2.2.2 方差和標準差
方差是在概率論和統(tǒng)計中衡量隨機變量或一組數據離散程度的一種度量 [4-5]。樣本方差是每個樣本值與全體樣本值的平均數之差的平方值的平均數,計算公式為:
其中s 表示方差, n表示樣本數量, xi表示樣本值,表示全體樣本值的平均數。
標準差(Standard Deviation) 是均差平方的算術平均數的平方根 [4-5],用s表示。標準差是方差的算術平方根。平均數相同的兩組數據,標準差未必相同。標準差是一組 數據平均值分散程度的一種度量。一個較大的標準差,代表大部分數值和其平均值之間差異較大;一個較小的標準差,代表這些數值較接近平均值。標準差的計算公式為:
其中 s 表示標準差, n 表示樣本數量, xi 表示樣本值, 表示全體樣本值的平均數。
3 結果與討論
3.1 產品擠出分析
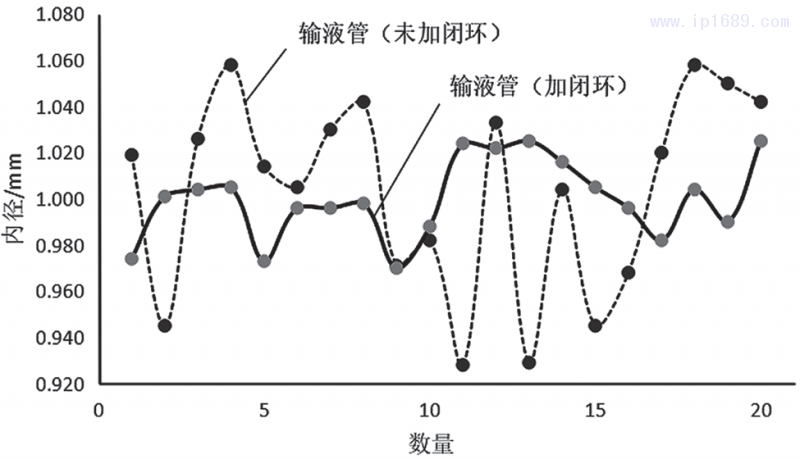
注藥管、輸液管在牽引閉環(huán)控制系統(tǒng)未啟動和啟動的情況下,注藥管、輸液管的內外徑測試結果分別如圖 2、圖3 所示。可以看出,與牽引閉環(huán)控制系統(tǒng)未啟動的情況相比,在牽引閉環(huán)控制系統(tǒng)開啟的情況下,注藥管和輸液管的內外徑穩(wěn)定性均較好。
表 1 注藥管、輸液管的尺寸技術要求
產品名稱 外徑 /mm 內徑 /mm
注藥管 4.000±0.030 2.200±0.030
輸液管 2.700±0.030 1.000±0.030
對比牽引閉環(huán)控制系統(tǒng)未啟動和啟動的情況,注藥管的外徑平均值由4.006mm變?yōu)?4.003mm,注藥管的內徑平均值由2.205mm 變?yōu)?.202mm;輸液管的外徑平均值由 2.706mm 變?yōu)?.701mm,輸液管的內徑平均值由1.003mm變?yōu)?.000mm。牽引閉環(huán)控制系統(tǒng)啟動后,產品的內外徑的平均值更接近產品的尺寸技術要求,因此牽引閉環(huán)控制系統(tǒng)能提高了產品的擠出準確度。
對比牽引閉環(huán)控制系統(tǒng)未啟動和啟動的情況,注藥管的外徑擠出精密度由±0.072mm 提高至±0.030mm,注藥管的內徑擠出精密度由±0.074mm 提高至±0.029mm;輸液管的外徑擠出精密度由±0.045mm提高至±0.028mm,輸液管的內徑擠出精密度由±0.065mm 提高至±0.028mm。由此可知,牽引閉環(huán)控制系統(tǒng)能提高注藥管、輸液管的擠出精密度。
3.2 方差和標準差分析
對注藥管、輸液管的內外徑檢測結果進行方差和標準差分析,結果如表2所示。對比牽引閉環(huán)控制系統(tǒng)未啟動和啟動的情況,注藥管外徑的方差由0.045提高至 0.014,標準差由 0.212 提高至 0.119,注藥管內徑的方差由0.045提高至 0.018,標準差由 0.212 提高至 0.134;輸液管外 徑的方差由 0.025 提高至 0.014,標準差由 0.160 提高至 0.116,輸液管內徑的方差由 0.043 提高至 0.017,標準差 由 0.207 提高至 0.131。與牽引閉環(huán)控制系統(tǒng)未啟動相比, 牽引閉環(huán)控制系統(tǒng)啟動時,注藥管、輸液管的內外徑檢測 數據更集中。由此可知, 牽引閉環(huán)控制系統(tǒng)能提高注藥管、 輸液管的擠出精密度。
表 2 注藥管、輸液管的內外徑方差和標準差分析
4 結語
本文以注藥管、輸液管為產品試驗對象,分別對其在牽引閉環(huán)控制系統(tǒng)未啟動和啟動的情況下做擠出試驗。影 像測量儀的檢測結果表明,牽引閉環(huán)控制系統(tǒng)能提高注藥 管、輸液管的擠出準確度和擠出精密度。本文利用方差和 標準差對檢測結果進行分析,分析結果與影像測量儀的檢 測結果一致。
參考文獻
[1] 戈大偉 . 微管擠出成型尺寸精密控制系統(tǒng)的設計與研究 [D]. 廣州:華南理工大學,2011.
[2] 李志剛 . 一種連續(xù)配比的全失重擠出控制系統(tǒng):中國, CN205291534U[P].2016-06-08.
[3] 李立峰 . 一種尼龍棒材擠出與牽引同步的控制系統(tǒng):中國, CN207669742U[P].2018-07-31.
[4] 肖建輝 .《方差與標準差》教材解讀與教學實踐 [J]. 初中數 學教與學,2016,(4):13-14.
[5] 朱容蝶,劉萬卉,譚德講 . 單因素方差解析及其在藥品檢測實 驗室中的應用 [J]. 中國藥事,2018,(3):323-324.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





