祝景云1,谷鳳來2,鄢薇1,衣惠君1
(1. 北京燕山石化高科技術(shù)有限責(zé)任公司,北京 102500;2. 北京燕山石化合成樹脂廠,北京 102500)
摘 要:采用紅外光譜、差示掃描量熱儀、凝膠滲透色譜、核磁共振儀等分析了高密度聚乙烯(PE-HD)8100M與進(jìn)口同類樣品的微觀結(jié)構(gòu);對交聯(lián)后的性能進(jìn)行研究。結(jié)果表明,降低熔體流動速率、窄的分子量分布、加入共聚單體有助于交聯(lián)度的提高。8100M熔體流動速率設(shè)計合理,具有較高的重均分子量、較窄的分子量分布;8100M粉料粒徑分布集中,平均粒徑較粗,有利于助劑的均勻分散;PE-HD的交聯(lián)首先在大分子之間進(jìn)行,交聯(lián)后拉伸性能有所降低;8100M擠制的管材通過分級認(rèn)證,為PE80級管材。
關(guān)鍵詞:過氧化物交聯(lián);高密度聚乙烯;管材;平均粒徑
0 前言
PE-HD樹脂是一種飽和碳鏈高分子聚合物,是典型的線形分子結(jié)構(gòu),不能承受較高的溫度(耐熱等級僅55℃左右),隨著使用溫度的提高,蠕變變形增大,力學(xué)性能大大降低,難以滿足建筑熱水管的要求。若采用交聯(lián)改性,在聚乙烯分子間形成化學(xué)交聯(lián),從而形成三維網(wǎng)狀的熱固性大分子,其耐熱性及熱強度、耐熱老化性、耐環(huán)境應(yīng)力開裂性、電絕緣性、阻隔性、耐汽油和芳烴性、抗蠕變性等都得到較大提高;尤其是適用溫度范圍寬,可以在-70~95℃下長期使用;質(zhì)地堅實而有韌性,抗內(nèi)壓強度較高,95℃時爆破壓力大于2MPa,使用壽命長達(dá)50年。
用于聚乙烯交聯(lián)的方法主要有3種:硅烷交聯(lián)、過氧化物交聯(lián)和輻照交聯(lián)。硅烷交聯(lián)與輻照交聯(lián)為擠出制品后進(jìn)行交聯(lián),交聯(lián)主要發(fā)生在非晶區(qū),因此交聯(lián)點不均勻。硅烷交聯(lián)需要的助劑較多,價格較高,生產(chǎn)工藝不容易控制,擠出的管材需要水煮8h后才能完成交聯(lián)反應(yīng)。輻照交聯(lián)設(shè)備比較昂貴,生產(chǎn)厚壁制品時需要更高的輻照劑量和更高的溫度,材料有發(fā)生降解的趨勢,只適合于薄壁制品的生產(chǎn),如電線電纜、管材等。過氧化物交聯(lián)聚乙烯管材的生產(chǎn)設(shè)備簡單,易于控制,生產(chǎn)的管材質(zhì)量均一,因此過氧化物交聯(lián)成為聚乙烯交聯(lián)的主要方法[1-4]。
過氧化物交聯(lián)PE-HD管材的擠出采用柱塞式擠出機,該方法最主要的優(yōu)點是成本相對低廉,生產(chǎn)工藝簡單,在線一步交聯(lián),管材柔韌性較好,易于施工,缺點是生產(chǎn)速度慢,1.5m/min左右。
國內(nèi)引進(jìn)過氧化物交聯(lián)PE-HD管材生產(chǎn)線已有將近25年的歷史,但始終沒有國產(chǎn)樹脂供應(yīng),一直被國外進(jìn)口樹脂壟斷,燕山石化低壓裝置成功開發(fā)了過氧化物交聯(lián)PE-HD管材專用料8100M,并獲得了定級認(rèn)證,本文將8100M與進(jìn)口料進(jìn)行結(jié)構(gòu)與性能的對比分析。
1 實驗部分
1. 1 主要原料
E-HD,8100M粉料、6800CP粉料、6380M粉料、5000S粉料、7600M粉料、5200B二釜粉料,中國石油化工股份有限公司北京燕山分公司;
1#粉料、2#粉料,韓國進(jìn)口;
交聯(lián)劑(過氧化物DCP),化學(xué)純,白色晶體,純度>99.0%,熔點39.5℃,堆密度660kg/m3,密度1100kg/m3,阿克蘇諾貝爾公司;
抗氧劑,1076,北京加成助劑研究所。
1.2 主要設(shè)備及儀器
掃描電子顯微鏡(SEM),S-3400N,日本日立公司;
差示掃描量熱儀(DSC),6000,日本精工;
凝膠滲透色譜儀(GPC),150C,美國Waters公司;
熔體流動速率測試儀,MP600,美國Tinusolsen有限公司;
振篩儀,RX-29,飛世爾實驗器材(上海)有限公司;
表觀密度測試儀,JJADT-11,承德市金建檢測儀器廠;
核磁共振波譜儀,AV400,瑞士Bruker公司;
自動比重計,AR-160,日本長島計量器制造所;
紅外光譜儀(FTIR),Nicolet6700,美國Thermo Fisher公司;
拉伸性能測試儀,5566,美國Instron公司;
交聯(lián)度測試儀,油浴、燒瓶與冷凝管進(jìn)行組裝,自制;
高速混合機,SHR 10DY,北京華新科塑機械有限公司;
模壓機,TDM502,Toho Machinery公司;
模壓機,LP-S-50,瑞典/泰國Labtech公司。
1.3 樣品制備
SEM樣品制備:將粉料樣品灑在樣品臺上,表面進(jìn)行噴金處理。
交聯(lián)樣品制備:將高速混合機加熱至40℃,按比例稱取粉料、抗氧劑1076和交聯(lián)劑DCP,置于高速混合機內(nèi)低速混合7min,出料后待用。稱取一定量混合均勻的樣品,置于TDM502模壓機上,135℃預(yù)熱5min后置于另一臺模壓機上,230℃、5MPa壓力下壓塑4min使其發(fā)生交聯(lián)反應(yīng),然后置于另一臺模壓機上在5MPa壓力下冷卻4min,拉伸性能測試片材的厚度為2mm,交聯(lián)度測試片材的厚度為0.6mm。
交聯(lián)度樣品的制備:將上述壓塑完畢的交聯(lián)片材剪碎成0.6mm×0.5mm的碎屑,用于測試。
未交聯(lián)樣品拉伸性能、彎曲性能樣片的制備:稱取一定量的粉料樣品,在LP-S-50模壓機上壓塑4mm厚的樣品,模框采用不溢式模框,壓塑溫度180℃,預(yù)熱15min,然后加壓10MPa壓塑5min,接著緩冷10min,冷卻溫度為40℃。
1.4 性能測試與結(jié)構(gòu)表征
核磁分析 :將 PE-HD 樣品在150℃溫度下用氘代鄰二氯苯溶劑溶解,配置成濃度為150g/L的均相溶液,在150℃的油浴中溶解4h。脈沖寬度30°,譜寬200,脈沖間隔4s,30°角質(zhì)子去耦,掃描次數(shù)6000次,馳豫時間3s。
GPC分析:溶劑為三氯苯,試樣溶解溫度為160℃,溶解時間為120min,色譜柱規(guī)格300.0mm×7.5mm,透過孔徑10μm。
熔體流動速率按照GB/T 3682.1—2018測試,測試溫度190℃,載荷為5kg和21.6kg。
FTIR分析:按照GB/T 6040—2019測試,將樹脂在150℃下壓成150μm厚的薄膜,然后進(jìn)行測試。
粒徑分布按照GB/T 21843—2008測試。
表觀密度按照GB/T 1636—2008測試。
熔融溫度、結(jié)晶溫度、熔融熱焓、結(jié)晶熱焓按照ASTM D3418-15測試,將約5mg的試樣在氮氣保護(hù)下,以10℃/min的速度升溫至190℃,恒溫3min,用于消除樣品熱歷史的影響,然后以10℃/min的速度降溫至20℃,得到樣品的結(jié)晶溫度(Tc)和結(jié)晶熱焓(ΔHc),再以10℃/min的速度升溫至190℃,得到樣品的熔融峰以及熔點(Tm)和熔融熱焓(ΔHm)。結(jié)晶度=ΔHm/288J·g-1×100%,288J·g-1為PE完全結(jié)晶時的熔融熱焓值。
拉伸屈服應(yīng)力、斷裂拉伸應(yīng)力、斷裂拉伸應(yīng)變按照GB/T1040—2006進(jìn)行測試,交聯(lián)樣品裁成5型啞鈴型試樣,拉伸速率為100mm/min;未交聯(lián)樣品裁成B型樣條,拉伸速率為50mm/min。
彎曲模量、彎曲應(yīng)力按照GB/T9341—2008進(jìn)行測試,彎曲速率2mm/min。
密度按照GB/T 1033.2—2010梯度管法進(jìn)行測試。
交聯(lián)度按照GB/T 18474-2001進(jìn)行測試,稱取交聯(lián)后的剪碎樣品0.5g左右,用120目鋼網(wǎng)包住樣品后稱量,以二甲苯為溶劑,在150℃油浴溫度下回流8h,140℃烘干2h,然后稱量計算得到交聯(lián)度值。交聯(lián)度=( m2-m1)/m0×100%,其中,m0為樣品原始質(zhì)量(mg),m1為烘干后鋼網(wǎng)與樣品的質(zhì)量(mg),m2為原始樣品與鋼網(wǎng)質(zhì)量(mg)。
2 結(jié)果與討論
2.1 交聯(lián)度影響因素的探討
過氧化物交聯(lián)聚乙烯的交聯(lián)度主要是由基礎(chǔ)樹脂的結(jié)構(gòu)與性能、交聯(lián)劑加入量、擠出溫度、擠出速度決定的。基礎(chǔ)樹脂的結(jié)構(gòu)是決定交聯(lián)度的內(nèi)在因素,起決定性的作用。因此從熔體流動速率、分子量分布、共聚單體含量等因素入手,深入探討對交聯(lián)度的影響。
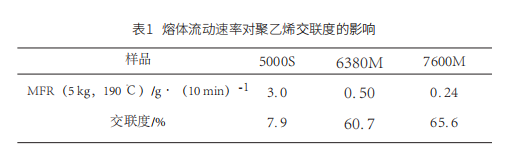
2. 1. 1 MFR對PE-HD交聯(lián)度的影響
擇不同熔體流動速率的PE-HD粉料,加入同等用量的抗氧劑、交聯(lián)劑,按照1. 3節(jié)進(jìn)行樣品制備,然后進(jìn)行交聯(lián)度測試。
從表1可以看出,隨著熔體流動速率的降低,即分子量的增大,交聯(lián)度顯著提高。這是由于交聯(lián)首先是在大分子之間進(jìn)行的,大分子鏈上可能產(chǎn)生多個交聯(lián)點,而在短鏈上再次產(chǎn)生交聯(lián)點的可能性比在長鏈上的可能性要低,低分子鏈只能作為接枝懸掛在聚合物鏈上,需要更多的過氧化物將幾個短支鏈插入到網(wǎng)絡(luò)中以便獲得一定的交聯(lián)度(5)。所以高分子量的聚乙烯只需要較低的過氧化物就能產(chǎn)生較高的交聯(lián)度,在相同量的過氧化物存在下,高分子量聚乙烯交聯(lián)度較高。
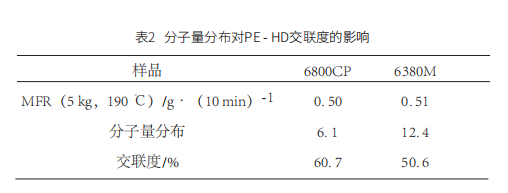
2.1. 2 分子量分布對PE-HD交聯(lián)度的影響
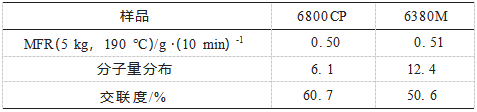
選取一組MFR接近,但分子量分布不同的PE-HD粉料進(jìn)行實驗,加入同等用量的抗氧劑、交聯(lián)劑,按照上述的交聯(lián)工藝進(jìn)行交聯(lián)實驗,并進(jìn)行交聯(lián)度的測試,結(jié)果見表2。
從表2可以看出,MFR接近但分子量分布窄的PE-HD可以獲得較高的交聯(lián)度。因此在聚合過程中,應(yīng)盡量控制聚合工藝平穩(wěn),獲得較窄分子量分布的PE-HD樹脂。
2.1.3 共聚單體對PE-HD交聯(lián)度的影響
通過對進(jìn)口料的核磁分析得知,進(jìn)口料2#為共聚聚乙烯,共聚單體為丁烯-1,而1#進(jìn)口料共聚單體含量很低,幾乎檢測不到,因此對共聚單體含量對交聯(lián)度的影響進(jìn)行研究。
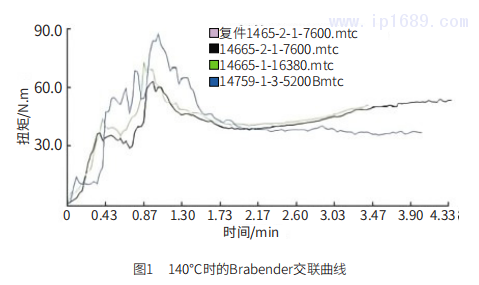
5200B二釜粉料為均聚料,6380M、7600M為共聚料,加入的共聚單體為丁烯-1,而且加入量較多,選取3種原料,加入同等用量的抗氧劑、交聯(lián)劑,使用Braben-der流變儀分析交聯(lián)前后扭矩的變化。
從圖1可以看出,6380M、7600M經(jīng)過2.17min密煉后,基本熔融完畢,最低扭矩約為40 N·m,此后扭矩開始逐漸增大,說明它們已經(jīng)開始交聯(lián)。5200B二釜粉料經(jīng)過3.9min后,扭矩曲線依然很平穩(wěn),說明未發(fā)生交聯(lián)。說明6380M、7600M先于5200B二釜粉料發(fā)生交聯(lián),說明交聯(lián)優(yōu)先發(fā)生在具有支鏈的叔碳原子上。因此加入共聚單體可以縮短交聯(lián)時間,對于交聯(lián)度的提高是有利的。但共聚單體的加入量要在合理的范圍內(nèi),加入量過高,會造成材料強度的下降,影響管材的長期使用壽命。
從以上分析可以看出,降低MFR、較窄的分子量分布、加入共聚單體對于交聯(lián)度的提高是有利的。第一次試產(chǎn)的8100M交聯(lián)度較低,在后期聚合工藝優(yōu)化過程中,采取了降低MFR、加入共聚單體、穩(wěn)定工藝參數(shù)保證分子量窄分布等方法提高8100M的交聯(lián)度。
2.2 8100M與進(jìn)口樣品對比分析
2.2.1 P-HD 8100M的分子結(jié)構(gòu)
2.2.1.1 與進(jìn)口樣品的分子量及其分布對比分析
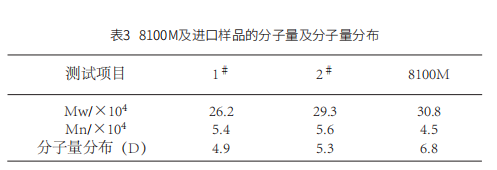
重均分子量(Mw)對高分子量部分較為敏感,提高M(jìn)w,有利于提高樹脂的力學(xué)性能,有利于管材交聯(lián)度的提高;Mn對聚合物中低分子量部分和高分量部分都較為敏感,提高M(jìn)n,降低低分子量組分所占比例,有利于交聯(lián)度的提高。8100M及進(jìn)口樣品的分子量及分子量分布如表3所示。
從表3可以看出,8100M的重均分子量較高,與2#相當(dāng),1#較低,8100M的數(shù)均分子量稍低、分子量分布較寬。從交聯(lián)度影響因素的分析可以得知,提高重均分子量,降低分子量分布有利于交聯(lián)度的提高,因此8100M的重均分子量設(shè)計得較高。
2.2.1.2 共聚單體種類及含量分析
采用FTIR和13C-NMR方法分析8100M及對比樣品中共聚單體含量。
在乙烯聚合物的13C-NMR分析中,如果是丙烯共聚,在20.2處會出現(xiàn)甲基CH3—的化學(xué)位移峰;如果是丁烯-1共聚,在11.2處會出現(xiàn)乙基CH3CH2—的化學(xué)位移峰;如果是己烯-1共聚,在14.1處會出現(xiàn)丁基CH3(CH2)3—的化學(xué)位移峰。從圖2可以看出,1#樣品的核磁譜圖中沒有明顯的共聚單體支化點的化學(xué)位移峰,說明共聚單體加入量較低。2#樣品共聚單體含量較多一些,在11.2處出現(xiàn)了乙基CH3CH2—的化學(xué)位移峰,共聚單體為丁烯-1。從文獻(xiàn)資料和交聯(lián)度實驗結(jié)果可以得知,加入一定量的共聚單體,可以增加叔碳原子的含量,叔碳原子上的氫容易發(fā)生被奪氫反應(yīng)[6],對于提高交聯(lián)度是有利的,為了提高產(chǎn)品的交聯(lián)度,8100M加入了一定量的共聚單體丙烯-1,由于8100M中加入的共聚單體比較低,在核磁譜圖上14.0處看不到明顯的甲基CH3—化學(xué)位移峰。
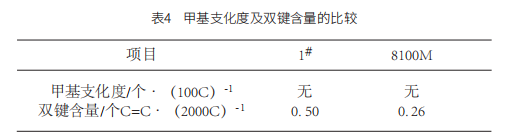
使用FTIR分析樣品中甲基支化度及雙鍵含量,結(jié)果見表4。
使用FTIR分析樣品中甲基支化度及雙鍵含量,結(jié)果見表4。
從表4可以看出,8100M及1#樣品檢測不到1378cm-1甲基特征吸收峰。但是從雙鍵含量分析可以看出,1#樣品雙鍵含量較高,幾乎是8100M的2倍,這種結(jié)構(gòu)差異主要跟使用的催化劑種類有關(guān)。聚乙烯雙鍵含量高,分子鏈上容易產(chǎn)生自由基引發(fā)分子間的交聯(lián),有利于交聯(lián)度的提高[7]。從后面的分析也可以看出,8100M熔體流動速率較低、重均分子量較高,這是為了彌補雙鍵含量低,為了提高交聯(lián)度的目的而特別進(jìn)行的分子結(jié)構(gòu)設(shè)計。
2. 2.1.3 結(jié)晶性能對比分析
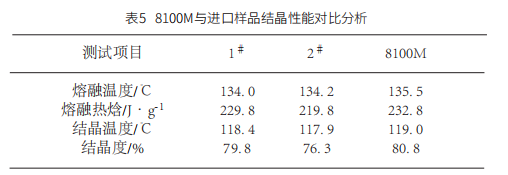
從表5可以看出,2#樣品結(jié)晶溫度最低,這是由于2#樣品重均分子量、數(shù)均分子量都較高,熔體黏度較高,結(jié)晶時分子鏈折疊速度較慢,因此結(jié)晶溫度較低。8100M的結(jié)晶溫度最高,有利于擠出的處于熔融狀態(tài)的管材快速固化成型。8100M的熔融溫度最高,一方面跟重均分子量較高有關(guān)系,另一方面跟共聚單體加入量稍低有關(guān);而且8100M結(jié)晶度最高,這是由于其分子量分布較寬,黏度較低,結(jié)晶速度較快,結(jié)晶比較完善。1#樣品重均分子量較低,因此熔融溫度較低。
2.2.2 與對比樣品物理性能分析
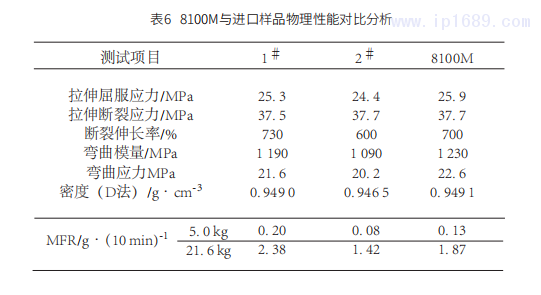
由表6可見,進(jìn)口樣品1#的熔體流動速率最高,2#最低,8100M居中,與分子量及其分布有對應(yīng)關(guān)系。2#樣品密度最低,因此其剛性即彎曲模量較低,拉伸屈服應(yīng)力較低。8100M結(jié)晶度較高,因此剛性即彎曲模量、屈服應(yīng)力較高。
2.2.3 與進(jìn)口樣品粒徑分布的對比分析
過氧化物交聯(lián)用粉料需要合適的粒徑及粒徑分布,粒徑太細(xì)會引起架橋,導(dǎo)致下料困難,同時引起助劑分散的均勻性;粒徑太粗尤其是出現(xiàn)20目以上的硬結(jié)料會影響粉料的熔融以及助劑的滲入,影響交聯(lián)度的均勻性,加重對擠出機口模的損傷,縮短生產(chǎn)周期,同時硬結(jié)料在管材上會形成空腔的缺陷,打壓測試時容易成為爆破點,理想狀態(tài)是希望粉料中不存在大于 20 目(850 μm)的粒子。
從表7可以看出,8100M不存在850μm以上的大粒粉料,1#、2#樣品含有少許。3個樣品平均粒徑相當(dāng),粒徑主要分布在106~355μm之間,粒徑分布集中。在工業(yè)化生產(chǎn)交聯(lián)管材之前,需要事先將抗氧劑、液體交聯(lián)劑DTBP與 PE-HD粉料在高速混合機內(nèi)進(jìn)行混合分散,如果粉料粒徑偏細(xì),助劑分散的均勻性偏差,導(dǎo)致擠出的管材交聯(lián)度不均勻,通過篩選催化劑,8100M粉料粒徑達(dá)到了理想的狀態(tài)。但是8100M堆密度較低,在下游擠管過程中,擠出速度稍慢一些。
2. 2.4 與進(jìn)口樣品粒型的對比分析
粉料的粒子形態(tài)會影響其流動性,因此用SEM觀察粉料粒子的形態(tài),分別采用放大50倍和放大1500倍的SEM照片,結(jié)果如圖3所示。
粒子形態(tài)越接近球形,流動性越好[8],從50倍的照片可以看出,3#樣品球形度較高,2#樣品球形度差一些、而8100M呈橢球形的形態(tài);從1500倍的照片可以看出,2#粒型結(jié)構(gòu)致密,表面較光滑,3#樣品表面凸起嚴(yán)重,可以看作是微小初生粒子的聚集體,粒子表面存在大量突節(jié),8100M表面結(jié)構(gòu)較豐富,存在大量微孔[9]。從下游管材生產(chǎn)廠家的反饋來看,2#、3#樣品的流動性較好,8100M稍差一些,這跟8100M球形度差及堆密度低有關(guān)。
2. 3 PE-HD 交聯(lián)后性能變化
聚乙烯交聯(lián)后形成網(wǎng)狀結(jié)構(gòu),性能發(fā)生較大變化。分別稱取一定量的3個粉料樣品,分別加入0.4%的1076和0.5%的DCP,按照1.3節(jié)制備樣品,進(jìn)行交聯(lián)后性能分析。
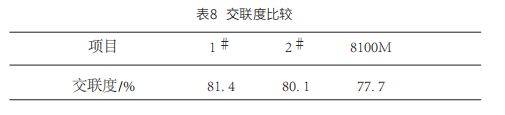
2.3. 1 8100M與進(jìn)口樣品交聯(lián)度對比分析
聚乙烯交聯(lián)后形成網(wǎng)狀結(jié)構(gòu),性能發(fā)生較大變化。分別稱取一定量的3個粉料樣品,分別加入0.4%的1076和0.5%的DCP,按照1.3節(jié)制備樣品,進(jìn)行交聯(lián)后性能分析。
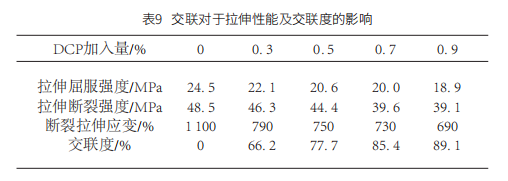
2.3. 2 交聯(lián)劑加入量對拉伸性能及交聯(lián)度的影響
以8100M為基料,抗氧劑的加入均為0.4%,加入不同量的過氧化物DCP,按照1.3節(jié)進(jìn)行樣品制備,測試交聯(lián)后的性能變化。
從表9可以看出,隨著交聯(lián)劑加入量的提高,交聯(lián)度逐漸加,交聯(lián)劑加入量較低時交聯(lián)度增加較快,交聯(lián)劑加入量較高時,交聯(lián)度增加緩慢。隨著交聯(lián)劑加入量的增加,拉伸屈服應(yīng)力、拉伸斷裂應(yīng)力、斷裂拉伸應(yīng)變有降低的趨勢。因此不能用過度增加交聯(lián)劑的辦法增加管材的交聯(lián)度,這會導(dǎo)致管材的強度下降,影響管材的長期使用壽命。下游管材廠一般是將交聯(lián)度控制在80%左右,這樣既有較高的強度,又有較好的耐熱性能。
交聯(lián)是發(fā)生在聚乙烯的熔融狀態(tài),當(dāng)聚合物從熔融狀態(tài)進(jìn)行冷卻時,分子鏈在有序晶格中的堆砌受到交聯(lián)鏈的束縛,這就導(dǎo)致形成的晶體尺寸小、數(shù)量少,結(jié)晶結(jié)構(gòu)弱化,因此屈服強度降低。隨著化學(xué)交聯(lián)鍵的增多,強加給聚合物伸長行為的束縛增強,可以伸長的鏈段變短,鏈滑移的可能性減小,因此導(dǎo)致斷裂應(yīng)力、斷裂伸長率降低。
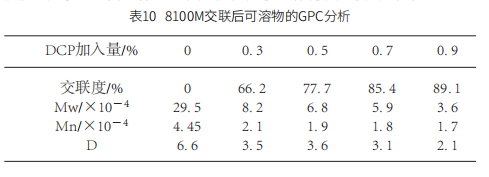
2.3.3 交聯(lián)后可溶物GPC分析
取以下交聯(lián)度測試5個樣品的二甲苯可溶物冷卻,并進(jìn)行過濾,對濾紙上的可溶物烘干進(jìn)行 GPC分析。
由表10可以看出,隨著聚乙烯交聯(lián)度的增加,可溶物的重均分子量、數(shù)均分子量均降低,說明交聯(lián)首先發(fā)生在聚乙烯的大分子之間,然后在較低的分子鏈之間進(jìn)行[10]。因此提高分子量有利于交聯(lián)度的提高。
2.4 管材的擠出工藝及性能評價
2. 4. 1 交聯(lián)管材的擠出加工工藝
過氧化物交聯(lián)聚乙烯管材的生產(chǎn)使用的是柱塞式擠出機,該設(shè)備及工藝是1967年由T Engel開發(fā)成功的。它利用鍛造原理,先將PE-HD樹脂粉料與過氧化物及抗氧劑高速混合,再加入柱塞擠出機中,對物料施加200~500MPa的超高壓,將物料壓入溫度維持在210~230℃的加長口模中。在超高壓及高溫作用下,過氧化物均勻擴散到樹脂中并分解交聯(lián),直接擠出成型為管材[11]。
各部分溫度設(shè)定為:油溫:200℃、下機體:100~120℃、連接段:150~170℃、口模段:200~240℃。
柱塞式擠出機是間歇擠出,當(dāng)柱塞下降時,模具壓力大,管材外徑大,而當(dāng)柱塞上提時,模具壓力小,管材外徑小,因而管材表面有凹凸感,如果生產(chǎn)速度太快,該現(xiàn)象較明顯。因而管材的擠出速度不能太快,控制 在1.5m/min以內(nèi)較好。
分別在國產(chǎn)設(shè)備和進(jìn)口設(shè)備上擠出不同口徑的8100M管材,管材表面光滑、顏色柔和,完全通過出廠檢測的要求。
2. 4. 2 管材性能評價
按GB/T 18992—2003:《冷熱水用交聯(lián)聚乙烯 (PE-X )-管材》中對管材的要求,需要進(jìn)行性能檢測。將8100M擠制成dn32 S5系列管材,送至《國家化學(xué)建筑材料測試中心》按表11及分級實驗要求進(jìn)行檢測,8100M均已通過檢測。
按照GB/T 18992.1-2003要求的分級曲線,原料檢測的分級曲線必須在參考曲線之上。依據(jù)國家標(biāo)準(zhǔn)GB/ T 18475—2001《熱塑性塑料壓力管材和管件用材料分級和命名總體使用(設(shè)計)系數(shù)》判定所檢樣品PE-HD 8100M管材專用料的MRS=8MPa,定級為PE-X80。
3 結(jié)論
(1)降低熔體流動速率、窄的分子量分布、加入共聚單體有助于交聯(lián)度的提高。
(2)8100M熔體流動速率設(shè)計合理,具有較高的重均分子量、較窄的分子量分布。8100M粉料粒徑分布集中,平均粒徑較粗,有利于助劑的均勻分散。
(3)PE-HD的交聯(lián)首先在大分子之間進(jìn)行,交聯(lián)后拉伸性能有所降低。
(4)按照 GB/T 18992—2003《冷熱水用交聯(lián)聚乙 烯(PE-X)管道系統(tǒng)-管材》中對管材的力學(xué)性能和物理化學(xué)性能及分級實驗的要求,在國家化學(xué)建筑材料測試中心進(jìn)行檢測,8100M 全部通過檢測;管材的分級表明8100M為PE-X80級管材料,分級曲線均在參考曲線的上方,曲線上沒有拐點。
參考文獻(xiàn):
[1]龔方紅,李錦春,俞 強,等 . 交聯(lián)方法對交聯(lián)聚乙烯結(jié)晶行為的影響[J] . 應(yīng)用化學(xué),1998,(10):33.
[2]金可中,陳一東 . 聚乙烯交聯(lián)技術(shù)與應(yīng)用[J] . 化學(xué)建材, 1998,14(4):10-13 .
[3]馬良海,許秋康,楊 素 . 過氧化物交聯(lián) PE-HD 熱水管材料性能分析[J] . 現(xiàn)代塑料加工應(yīng)用,2006,18(3):41.
[4]段景寬,羅 炎,王亞珍 . 硅烷接枝交聯(lián)聚乙烯技術(shù)[J] . 桂林電子工業(yè)學(xué)院學(xué)報,2005,25(3):84.
[5]AnderssonL H U,GustafassonB,HjietbergT . Crosslinking of bimodal polyethylene[J] . Polymer,2004,45:2577.
[6][日]山下晉三,金字柬助 . 交聯(lián)劑手冊[M] . 北京:化學(xué)工業(yè)出版社,1990:151.
[7]王俊榮,張利粉,李克營 . 交聯(lián)聚乙烯專用料的結(jié)構(gòu)與性 能[J] . 石化技術(shù)與應(yīng)用,2018,36(1):23.
[8]王世波,張 磊,張長禮,等 . 聚乙烯粉料流動性的表征及影響因素分析[J] . 合成樹脂塑料,2013,30(6):49.
[9]李朋朋,白錦豫,薛 山,等 . 氯化聚乙烯專用 HDPE 的結(jié)構(gòu)與性能研究[J] . 塑料工業(yè),2012,40(7 ):89.
[10]KhonakdarH A,MorshedianJ,WagenknechtU,et al . Aninvestigation of chemical crosslinking effect on properties of high-density polyethylene [J] . Polymer ,2004,47:4301.
[11]史偉,王偉明 . 過氧化物交聯(lián)聚乙烯管材的生產(chǎn)工藝 [J] . 工程塑料應(yīng)用,2004,32(7):26.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





