李帥,紀(jì)佳會(huì),孫雪梅,孫成通,盧世偉
(臨沂大學(xué)機(jī)械與車輛工程學(xué)院,山東 臨沂 276000)
摘要:本文以某型液晶電視機(jī)底座化學(xué)發(fā)泡注塑產(chǎn)品為研究對(duì)象,以產(chǎn)品表面質(zhì)量和產(chǎn)品重量為優(yōu)化目標(biāo),利用氣體反壓技術(shù)提高產(chǎn)品表面質(zhì)量,同時(shí),通過(guò)抽真空的方式加快卸壓速率,進(jìn)一步降低了產(chǎn)品重量。
關(guān)鍵詞:化學(xué)發(fā)泡;注塑;氣體反壓;表面質(zhì)量
與未發(fā)泡塑料相比,發(fā)泡塑料具有減重、吸能、尺寸精度高、疲勞壽命長(zhǎng)等優(yōu)點(diǎn)。在發(fā)泡注塑過(guò)程中,因熔體流動(dòng)前沿氣泡發(fā)生破裂,形成了產(chǎn)品表面螺旋紋及銀紋等缺陷,導(dǎo)致產(chǎn)品無(wú)法作為外觀件直接應(yīng)用,這在一定程度上阻礙了此技術(shù)的應(yīng)用范圍。為解決上述問(wèn)題,人們從發(fā)泡劑含量、成形新工藝 、提高模具溫度等方面進(jìn)行了研究,并取得了一定成效。
目前,提高發(fā)泡注塑產(chǎn)品表面質(zhì)量最為有效的方法為氣體反壓技術(shù)。然而,此技術(shù)在提高發(fā)泡注塑產(chǎn)品表面質(zhì)量的同時(shí),降低了產(chǎn)品的泡孔密度,這對(duì)產(chǎn)品減重是不利的。針對(duì)上述問(wèn)題,本文提出了一種利用干燥壓縮空氣加壓、高壓容器穩(wěn)壓、真空容器卸壓的新型氣體反壓技術(shù),選用液晶電視機(jī)底座作為研究對(duì)象,研究了氣體反壓和抽真空技術(shù)對(duì)化學(xué)發(fā)泡注塑產(chǎn)品表面質(zhì)量和減重的影響規(guī)律,并指導(dǎo)生產(chǎn)實(shí)際獲得了表面質(zhì)量良好、減重率較大的化學(xué)發(fā)泡注塑外觀產(chǎn)品。
1 試驗(yàn)設(shè)計(jì)
1.1 產(chǎn)品三維模型
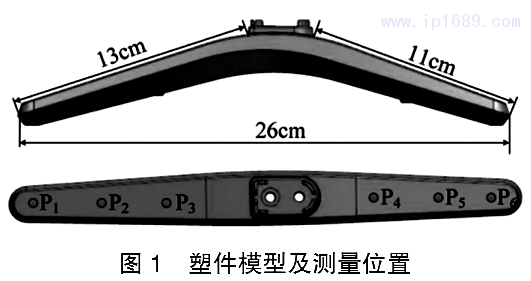
塑件的三維模型尺寸及表征測(cè)量位置 P1 ~ P6 如圖1所示。為提高氣體反壓壓力的控制精度,對(duì)試驗(yàn)所用的注塑模具進(jìn)行密封設(shè)計(jì)。
1.2 成型設(shè)備及材料
選用寧波海天塑機(jī)集團(tuán)有限公司生產(chǎn)的型號(hào)為HTF470W1的注塑機(jī)作為成型設(shè)備。氣體反壓控制裝置為自主研發(fā),實(shí)現(xiàn)成型過(guò)程中模具型腔氣體壓力的動(dòng)態(tài)變化。
選用以沃特新材料有限公司生產(chǎn)的型號(hào)為7000- NR700的PP作為成型材料。選用武漢富蒂亞新型材料有限公司生產(chǎn)的型號(hào)為EY04的AC發(fā)泡劑作為發(fā)泡介質(zhì)。
1.3 試驗(yàn)方案
首先,采用單因素變化的方法,研究氣體反壓壓力對(duì)塑件表面質(zhì)量的影響規(guī)律,并獲得消除產(chǎn)品表面氣痕缺陷的最小反壓壓力。其次,在最小反壓壓力基礎(chǔ)上,利用壓力為-0.6MPa 的抽真空卸壓技術(shù)進(jìn)一步減小產(chǎn)品重量。成型參數(shù)設(shè)定如下:注射延時(shí)5s,注射壓力85MPa,注射時(shí)間2s,AC含量0.15wt%,熔體溫度210℃,模具溫度40℃,冷卻時(shí)間30s,反壓壓力維持時(shí)間2.5s,反壓壓力分別為0.2MPa、0.4MPa、0.6MPa、0.8MPa。
1.4 測(cè)量及表征
選用直接觀察和表面光澤度測(cè)量?jī)煞N方式進(jìn)行塑件表面質(zhì)量表征。測(cè)量位置為圖1中 P1 ~ P6,計(jì)算平均值作為塑件的表面光澤度值。
利用電子秤測(cè)量常規(guī)塑件和化學(xué)發(fā)泡塑件重量,并計(jì)算不同反壓壓力下塑件的減重率。
2 試驗(yàn)結(jié)果與討論
2.1 表面質(zhì)量
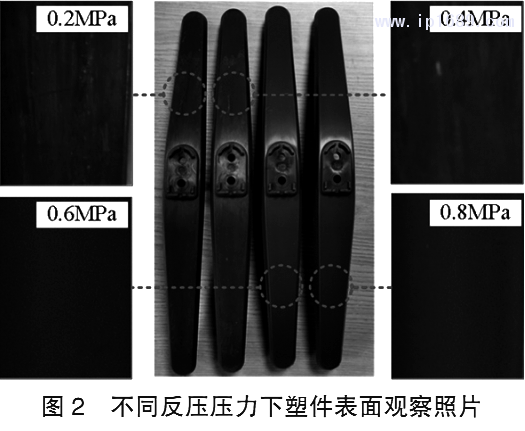
圖2給出了不同的反壓壓力下塑件表面觀察照片的對(duì)比情況。可以看出,氣體反壓技術(shù)可以有效提高化學(xué)發(fā)泡注塑件的表面質(zhì)量。
隨著反壓壓力的增大,塑件的氣痕缺陷逐漸減少直至消失,當(dāng)反壓壓力達(dá)到0.6MPa時(shí),塑件氣痕缺陷完全消失。
2.2 表面光澤度
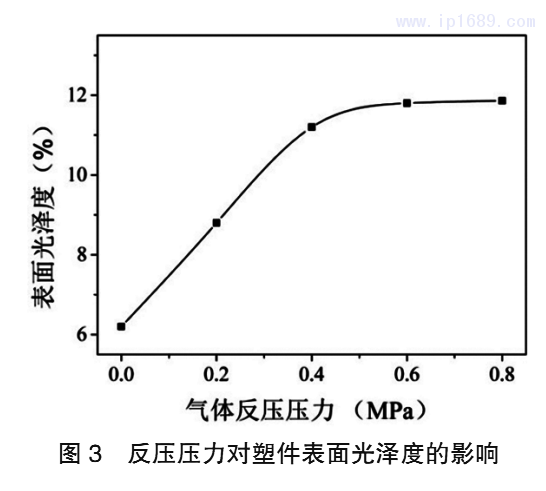
反壓壓力對(duì)塑件表面光澤度的影響規(guī)律如圖3所示。提高反壓壓力可大幅度提高塑件的表面光澤度。當(dāng)反壓壓力達(dá)到0.6MPa后,氣體反壓壓力的提高對(duì)塑件表面光澤度的影響較小。
化學(xué)發(fā)泡注塑產(chǎn)品表面的氣痕缺陷導(dǎo)致其表面光澤度低。氣體反壓技術(shù)可有效抑制填充過(guò)程中熔體流動(dòng)前沿泡孔的破裂行為,從而大幅度提高塑件的表面光澤度。然而,當(dāng)氣體反壓壓力達(dá)到某一臨界值時(shí),熔體流動(dòng)前沿泡孔的破裂行為被完全抑制,塑件表面氣痕完全消失,在此基礎(chǔ)上,進(jìn)一步提高氣體反壓壓力對(duì)塑件表面光澤度的影響不大。
2.3 塑件減重
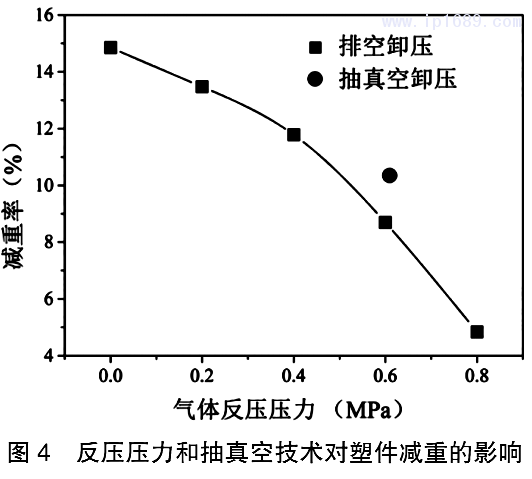
圖4為不同成型條件下塑件的減重情況。隨著反壓壓力的增大,產(chǎn)品的減重率逐漸降低。因此,在實(shí)際生產(chǎn)中,選擇較小的氣體反壓壓力,有利于產(chǎn)品的減重。
同時(shí),考慮產(chǎn)品表面質(zhì)量和減重,反壓壓力選取0.6MPa最為合適。由圖4還可看出,抽真空卸壓技術(shù)可進(jìn)一步提高塑件的減重率,這是因?yàn)榭焖傩秹嚎商岣呶蠢鋮s熔體的二次發(fā)泡行為,增大塑件泡孔密度,降低塑件重量。
3 應(yīng)用
使用0.6MPa的反壓壓力,并采用抽真空卸壓技術(shù),進(jìn)行液晶電視機(jī)底座的實(shí)際生產(chǎn),獲得了可直接應(yīng)用的化學(xué)發(fā)泡注塑外觀產(chǎn)品,如圖5所示。
4 結(jié)語(yǔ)
(1)提高氣體反壓壓力,可有效減少甚至消除化學(xué)發(fā)泡注塑產(chǎn)品表面的氣痕缺陷,然而,會(huì)提高產(chǎn)品重量,降低產(chǎn)品的減重率。
(2)抽真空技術(shù)可提高氣體反壓化學(xué)發(fā)泡注塑過(guò)程中氣體卸壓速率,促進(jìn)卸壓后熔體的二次發(fā)泡行為,進(jìn)一步降低產(chǎn)品重量。
參考文獻(xiàn):
[1]張亞濤,李海梅,黃世欣等 . 微發(fā)泡注塑成型PC制件的表面缺陷及形態(tài)分析[J]. 高分子材料科學(xué)與工程 .2010,(4):127-130.
[2]LEE J,TURNG L S,DOUGHERTY E,et al. A novel method for improving the surface quality of microcellular injection molded parts [J]. Polymer, 2011,52(6):1436-1446.
[3]TURNG L S, KHARBAS H. Development of a hybrid solidmicrocellular co-injection molding process [J]. International Polymer Processing, 2004, 19(1): 77-86.
[4]CHEN H L, CHIEN R D, CHEN S C. Using thermally insulated polymer film for mold temperature control to improve surface quality of microcellular injection molded parts [J]. International Communications in Heat and Mass Transfer, 2008, 35(8): 991-994.
[5]李帥,趙國(guó)群,管延錦等 . 模具型腔氣體壓力對(duì)微發(fā)泡注塑件表面質(zhì)量的影響 [J]. 機(jī)械工程學(xué)報(bào),2015,(10):79-85.

















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













