陳振樹,宋曉慶,肖孟杰,劉惠文,劉思楊,陳平緒
- 金發(fā)科技股份有限公司,廣東 廣州 510507
摘 要: 從分散相分裂模型解釋了雙螺桿擠出機制備聚乙烯護套料時熔融段和混合段的螺桿設(shè)計原則,研究了螺桿 組合、螺桿轉(zhuǎn)速、喂料量對聚乙烯護套料的性能影響;用哈克轉(zhuǎn)矩流變儀模擬線纜擠出,評估工藝參數(shù)的變 化對成纜外觀的影響。研究發(fā)現(xiàn):雙螺桿擠出機生產(chǎn)聚乙烯護套料時,螺桿的熔融段應(yīng)該以強剪切為主,如 45°厚剪切塊和90°剪切塊,配合反向輸送塊進行組合設(shè)計;混合段以分散、分布組合為主,如45°的薄、厚剪 切塊組合設(shè)計。當(dāng)螺桿轉(zhuǎn)速不變,喂料量增加時,熔體流動速率、熔體流動速率比、力學(xué)性能均呈下降趨勢; 聚乙烯護套料屬于擠出類產(chǎn)品,為了確保擠出過程的穩(wěn)定性,應(yīng)該減少生產(chǎn)工藝的變更。不同分子鏈長度的 黏彈性不一樣,短鏈分子鏈集中在口模壁一側(cè),長鏈分子鏈集中在中間層。當(dāng)其離開口模后,表層的短鏈分 子鏈回彈大,中間層的長鏈分子回彈小,從而引起竹節(jié)缺陷。
關(guān)鍵詞: 聚乙烯護套料;雙螺桿;熔體流動速率比;螺桿組合;工藝研究
隨著科技進步和經(jīng)濟的快速發(fā)展,電力、通信、 交通等行業(yè)迅猛發(fā)展,光纜或電纜其鋪設(shè)和使用環(huán) 境的限制,需要有外防護層起到防水、防腐蝕、防摩 擦損傷等保護作用。通常稱該防護層為護套層,用 于生產(chǎn)護套層的材料稱為護套料。聚乙烯因其優(yōu) 異的物理化學(xué)性能和低廉的成本,逐步成為光纜、 電纜護套料的中堅力量。
目前用于工業(yè)化生產(chǎn)聚乙烯護套料的常用設(shè) 備有雙螺桿擠出機和單螺桿擠出機。而在實際生 產(chǎn)過程中,使用不同的擠出工藝制備聚乙烯護套 料,對其性能、外觀有較大影響,如高速擠出時發(fā)生 復(fù)雜的擠出物畸變現(xiàn)象[1-4]。針對雙螺桿擠出機制 備聚乙烯護套料的過程,本實驗從擠出工藝角度出 發(fā),研究了螺桿轉(zhuǎn)速、喂料量、螺桿組合對聚乙烯護套料的性能、外觀的影響,為聚乙烯護套料的生產(chǎn) 制備提供了參考依據(jù)。
1 實驗部分
1.1 主要原料
高密度聚乙烯(HDPE),P4406C,中國石油化工 股份有限公司茂名分公司;
茂金屬線型聚乙烯(LLDPE),3518PA,埃克森美孚公司;
高密度聚乙烯(HDPE),F(xiàn)HC7260,中國石油天 然氣股份有限公司撫順石化分公司;
黑色母,PLASBLAK PE2772 KF,卡博特化工 有限公司;
加工助劑,市售。
1.2 儀器與設(shè)備
高速混合機,NPM-V100,東莞市金仕機械有限公司;
同向平行雙螺桿擠出機,THE-52D/600-90-40, 南京歐立擠出機械有限公司;
熔體流動速率儀(MFR),BMF-003,料筒直徑為 9.550 mm,壓料桿直徑9.475 mm,口模φ 2.095×8.000 mm,德國ZWICK/ROELL公司;
平板硫化機,XLB-400×400×2E,青島環(huán)球集 團股份有限公司;
萬能試驗機,UTM4104,深圳市新三思實業(yè)有 限公司;
哈克轉(zhuǎn)矩流變儀,Polylab OS,毛細(xì)管口模長徑 比為30,德國哈克公司。
1.3 制備工藝
按配方比例稱取各組分,置于高速混合機中混 合均勻,經(jīng)雙螺桿擠出機熔融擠出造粒,擠出工藝 見下文。將造粒后的護套料稱取適量,放入尺寸為 200 mm×200 mm×1 mm的模框中,模框夾在兩塊 光滑的鋼板之間,在200°C、3 MPa的條件下預(yù)壓10 min后,經(jīng)3次排氣,然后切換至13 MPa的壓力繼續(xù) 模壓5 min,即完成熱壓過程;熱壓結(jié)束,立即放到壓 力13 MPa的條件下冷壓5 min結(jié)束。然后將模片裁 成5根試樣,待測。
1.4 性能測試
拉伸性能:按照GB/T 1040.3—2006進行測試, 拉伸速率為50 mm/min。
熔體流動速率:按照GB/T 3682—2000進行測 試,溫度190°C,載荷2.16 kg。
2 結(jié)果與討論
不同螺紋元件具有不同的加工特性和作用[5-7], 本實驗采用的螺紋元件有:
(1)輸送元件:對物料或者熔體進行輸送、建壓。 48/48A,72/72,56/56,48/48,32/16L。
(2)嚙合塊元件:對物料或者熔體施以剪切,起 分散和分布作用。90°/5/48,45°/5/48,45°/5/32。
圖1所示為長徑比40:1的常規(guī)雙螺桿擠出機的 螺桿和螺桿功能區(qū)。第一節(jié)和第二節(jié)螺筒為物料 輸送段,用于輸送混合料;第三節(jié)和第四節(jié)螺筒為 熔融段,用于熔融物料各組分;第五節(jié)通常設(shè)置為 排氣口,用于水汽排出;第六節(jié)到第八節(jié)螺筒通常 為混合段,其中第六節(jié)螺筒設(shè)置有側(cè)喂料口,用于 側(cè)喂粉體、玻纖、助劑等;第七節(jié)和第八節(jié)設(shè)置嚙合 塊,用于各組分間的分散、分布混合;第九區(qū)為真空 排氣口,起脫揮作用;第十區(qū)為計量段。
圖1 常規(guī)雙螺桿擠出機的螺桿功能區(qū)
針對熔融段和混合段,設(shè)計了3種不同的螺桿 組合,如圖2所示。
2.1 螺桿組合對護套料性能的影響
固定螺桿轉(zhuǎn)速400 r/min,喂料量4.5 Hz,擠出機 1~9區(qū)的溫度為160、200、210、210、200、200、200、 200及200°C,機頭溫度210°C;分別在3種螺桿組合 下擠出造粒、壓片制樣。
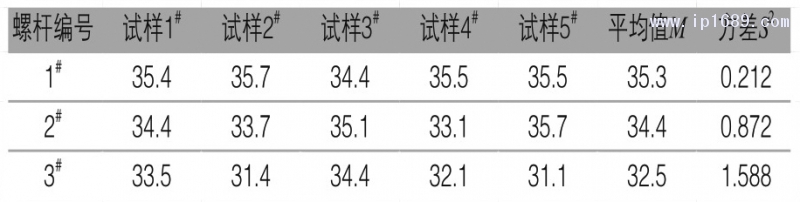
由于護套料成型屬于擠出成型,相比于注塑成 型,擠出成型要求更高的產(chǎn)品穩(wěn)定性,測試過程也 會更加關(guān)注5根測試樣條的波動性。表1為不同螺 桿組合下護套料的性能及造粒過程自然排氣口的 現(xiàn)象。表2和表3分別為三種螺桿組合下的5根測試 樣條的拉伸強度和斷裂伸長率。從表1、表2和表3 可以看出,拉伸強度依次為1#螺桿>2#螺桿>3#螺桿, 波動性依次為1#螺桿<2#螺桿<3#螺桿。在造粒過程 3#螺桿組合的自然排氣口可見大量未完全熔融的 物料,且逐漸返料。通過采用減小喂料量、提高轉(zhuǎn) 速(增加螺桿剪切)和升高熔融段溫度的手段,均無 法消除返料。
對比1#和2#螺桿組合,二者的區(qū)別在于混合段, 1#螺桿的混合段設(shè)置兩段(45 °/5/48、90 °/5/48和45 °/ 5/48、45°/5/32)嚙合塊,2#螺桿只具有一段(45°/5/48、 45 °/5/32)嚙 合 塊。 從 表2和 表3可 以 看 出,1#螺 桿 的 拉伸強度和斷裂伸長率的方差均小于2#螺桿,說明 1#螺桿的5根樣條波動性明顯比2#螺桿小,且1#螺桿 的拉伸性能最大。這說明在混合段設(shè)置多段剪切, 能提高組分的分散、分布混合,有助于組分間的相容。
▲▲ 表1 不同螺桿組合對護套料的拉伸性能影響及造粒的現(xiàn)象
在聚乙烯的加工過程中,螺桿剪切以及加熱作 用會導(dǎo)致C— C鍵和C— H鍵斷裂,形成大分子自由 基,聚乙烯與氧分子以及催化劑殘留物的作用也會 產(chǎn)生自由基,伴隨著聚乙烯熱氧化產(chǎn)生了醛、酮、羧 酸、酯等產(chǎn)物,最終導(dǎo)致分子鏈主鏈的斷裂而使聚 合物分子量減小,宏觀表現(xiàn)為材料力學(xué)性能明顯下 降和熔體流動速率的升高[8]。對比1#螺桿和2#螺桿, 1#螺桿和3#螺桿的熔體流動速率,可以看出熔融段 和混合段的剪切都對MFR有較大的影響,且熔融段 的影響比混合段大。增加熔融段的剪切強度,能較 大程度地降低熔體流動速率。
各組分物料在螺桿剪切場中,會經(jīng)歷粒徑的變 化,此變化以分散混合為主。剪切應(yīng)力的傳遞是通 過應(yīng)力進行的,在螺桿的熔融段中,各組分黏度較 大,傳遞應(yīng)力的能力較強,增加螺桿剪切能夠顯著 提升分散混合的作用。而在混合段時,熔體黏度逐 漸降低,熔體傳遞應(yīng)力的作用減弱,分散混合作用 隨之減弱,以分布混合為主[5-7]。因此在設(shè)計螺桿組 合時,熔融段應(yīng)該以強剪切為主,如45°厚剪切塊、 90°剪切塊,配合反向輸送塊進行組合設(shè)計;混合段 以分散、分布組合為主,如45°的薄、厚剪切塊組合 放置。
2.2 螺桿轉(zhuǎn)速對護套料性能和外觀的影響
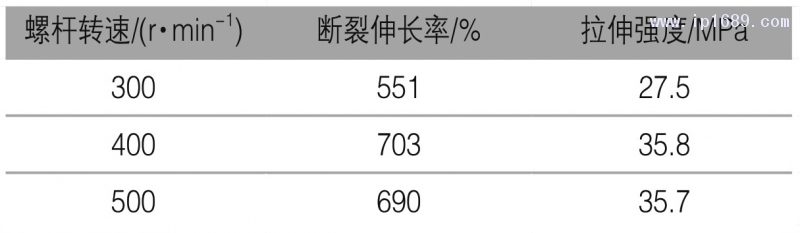
選用1#螺桿組合,固定喂料量為4.5 Hz,在不同 轉(zhuǎn)速下(300、400、500 r/min)考察護套料的性能和擠 線外觀。
不同轉(zhuǎn)速下的拉伸性能如表4所示。從表4可 以看出,當(dāng)螺桿轉(zhuǎn)速為300 r/min時,拉伸性能最差, 當(dāng)螺桿轉(zhuǎn)速為400和500 r/min時,拉伸性能幾乎一 樣。一般來講,螺桿轉(zhuǎn)速的增加,直接表現(xiàn)為螺桿 剪切力的增大。該聚乙烯護套料屬于低MFR產(chǎn)品, 熔體黏度較大,低轉(zhuǎn)速下,剪切力不夠大,使物料各 組分發(fā)生“液滴破裂”[7]的作用小,各組分的相疇尺寸較大,不利于組分間相容,所以拉伸強度偏小。
▲▲ 表4 不同轉(zhuǎn)速下的拉伸性能
通過哈克流變儀進行擠線模擬,可考察護套料在擠出過程的表觀情況。一般來說,在加工溫度范 圍內(nèi),擠線溫度越低,擠線速度越快,聚乙烯的擠線 表觀越容易出現(xiàn)熔體破解,如竹節(jié)、鯊魚皮、裂紋、 鼓包等。
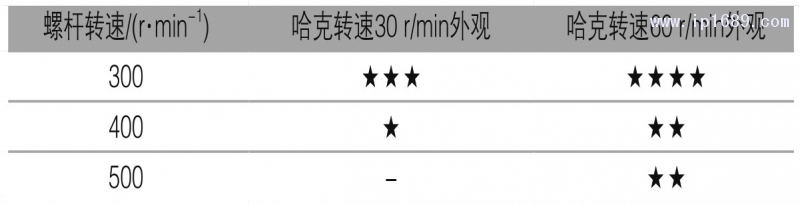
本次實驗選擇的溫度是170°C,哈克擠出機螺 桿轉(zhuǎn)速(以下簡稱哈克轉(zhuǎn)速)為30 r/min和60 r/min進 行平行實驗對比。170°C下不同螺桿轉(zhuǎn)速的擠線外 觀如表5所示。通過對比發(fā)現(xiàn):哈克轉(zhuǎn)速60 r/min下, 三種螺桿轉(zhuǎn)速的粒子擠線外觀均存在竹節(jié)缺陷,且 比30 r/min擠出缺陷嚴(yán)重。這可能是由于低溫、高 速擠出的時候,物料來不及充分塑化所致。而對比 哈克轉(zhuǎn)速30 r/min下的擠線外觀發(fā)現(xiàn),高螺桿轉(zhuǎn)速 (500 r/min)幾乎無竹節(jié)缺陷,低螺桿轉(zhuǎn)速(300 r/min) 有較多竹節(jié)缺陷。這可能是高螺桿轉(zhuǎn)速有助于各組分間的塑化和相容所致。
▲ 表5 170°C下不同螺桿轉(zhuǎn)速的擠線外觀
2.3 不同喂料量對護套料性能和外觀的影響
選用1#螺桿,固定螺桿轉(zhuǎn)速400 r/min,考察不同喂料量(3、4.5、6、7.5 Hz)下護套料的性能和擠線外觀。
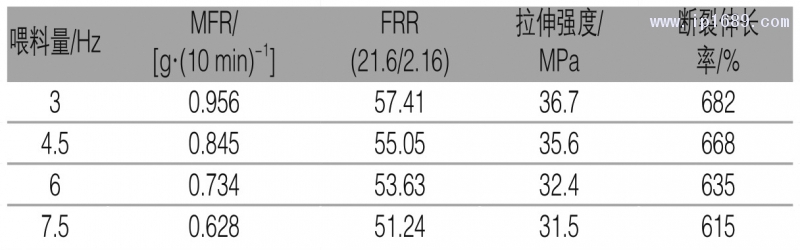
熔體流動速率比[10](FRR),通常定義為FRR= MFR(190 °C /21.6 kg)/MFR(190 °C /2.16 kg),F(xiàn)RR一 般表征材料的剪切敏感性,并與分子量分布及長支 鏈等結(jié)構(gòu)相關(guān)。FRR值越大,其對剪切越敏感,剪切 變稀越顯著,分子量分布越寬,加工性能越好。
不同喂料下的MFR和FRR如表6所示。從表6 中可以看出,隨著喂料量的增加,MFR、FRR和拉伸性能均呈下降趨勢。這是由于喂料量增加,螺桿的有效剪切減弱,各組分間的相容性下降、“液滴”粒徑變大所致。
▲ 表6 不同喂料下的熔體流動速率和FRR
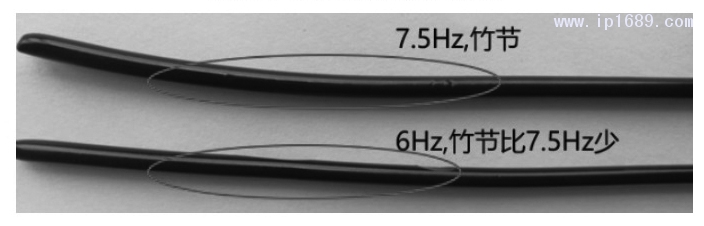
同樣選擇170°C、哈克轉(zhuǎn)速30 r/min的實驗條件 進行擠線外觀考察,圖3所示的是不同喂料量的擠 線外觀,圖4是喂料量6 Hz和7.5 Hz放大后的外觀情 況。對比發(fā)現(xiàn),隨著喂料量的增加,擠出過程出現(xiàn) 竹節(jié)缺陷越來越嚴(yán)重。該現(xiàn)象與同條件下不同螺 桿轉(zhuǎn)速的擠線外觀現(xiàn)象相吻合。
(從左到右依次是3、4.5、6、7.5 Hz的喂料量)
▲▲ 圖3 170°C、哈克轉(zhuǎn)速30 r/min下不同喂料量的擠線外觀
▲▲ 圖4 170°C、哈克轉(zhuǎn)速30 r/min下6 Hz和7.5 Hz的擠線外觀
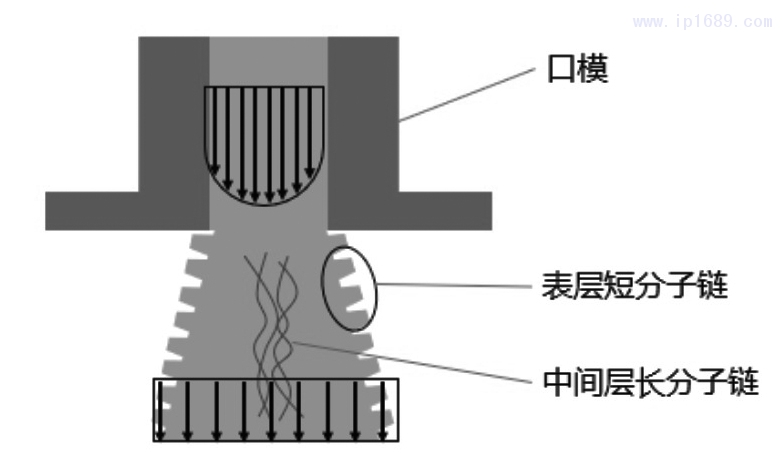
通過觀察擠線外觀變化的現(xiàn)象,結(jié)合高分子鏈 的黏彈性特征,認(rèn)為各組分在經(jīng)歷剪切場時,長分 子鏈會發(fā)生解纏、斷鏈等微觀變化。剪切力不同, 長分子鏈的鏈斷程度不一樣,剪切能力強,分子鏈 解纏或斷裂多。當(dāng)熔體經(jīng)過口模過程中,短鏈分子 鏈集中在口模壁一側(cè),長鏈分子鏈集中在中間層。 不同長度的分子鏈黏彈性不一樣,短鏈回彈大,當(dāng) 其離開口模后,表層的短鏈分子鏈回彈大,中間層 的長鏈分子回彈小,從而引起竹節(jié)缺陷[9-13],詳見圖 5竹節(jié)缺陷產(chǎn)生示意圖。
▲▲ 圖5 竹節(jié)缺陷產(chǎn)生示意圖
3 結(jié)論
1)雙螺桿擠出機生產(chǎn)聚乙烯護套料時宜用 中、高轉(zhuǎn)速生產(chǎn),螺桿的熔融段應(yīng)以強剪切為主,如 45°厚剪切塊、90°剪切塊,配合反向輸送塊進行組 合設(shè)計;混合段以分散、分布組合為主,如45°的薄、 厚剪切塊組合設(shè)計。
(2)當(dāng)螺桿轉(zhuǎn)速不變,喂料量增加時,MFR、 FRR、力學(xué)性能均呈下降趨勢。因此生產(chǎn)過程應(yīng)該 盡量減少工藝參數(shù)的變動。
(3)不同分子鏈長度的黏彈性不一樣,短鏈分 子鏈集中在口模壁一側(cè),長鏈分子鏈集中在中間 層。短鏈回彈大,當(dāng)其離開口模后,表層的短鏈分 子鏈回彈大,中間層的長鏈分子回彈小,從而引起 竹節(jié)缺陷。
參考文獻(xiàn):
[1] Aarts A C T, Ven A A F V D. The occurrence of periodic distortions in the extrusion of polymeric melts[J]. Continuum Mechanics and Thermodynamics, 1999, 11(2): 113-139.
[2] 吳其曄,巫靜安. 高分子材料流變學(xué)[M]. 北京: 高等教育出版 社, 2002.
[3] Payne M G, Zhang J Y, Garrett W R. Effect of pressure- dependent quantum interference on the ac Stark shifting of two-photon resonances[J]. Phys Rev A, 1993, 48(3): 2 334.
[4] Li Y C, He H, Ma Y B, et al. Rheological and mechanical properties of ultrahigh molecular weight polyethylene/high density polyethylene/polyethylene glycol blends[J]. Advanced Industrial and Engineering Polymer Research, 2019, 2(1): 51- 60.
[5] 耿孝正. 嚙合同向雙螺桿擠出過程不同功能段的螺桿構(gòu)型和整根螺桿的組合設(shè)計[J]. 中國塑料, 2000, 14(8): 68-73.
[6] 耿孝正. 雙螺桿擠出機及其應(yīng)用[M]. 北京: 中國輕工業(yè)出版社, 2003.
[7] 耿孝正. 塑料混合及連續(xù)混合設(shè)備[M]. 北京: 中國輕工業(yè)出版 社, 2008.
[8] 桂祖桐. 聚乙烯樹脂及其應(yīng)用[M]. 北京: 化學(xué)工業(yè)出版社, 2002.
[9] 吳其曄,李鵬,慕晶霞,等. 聚烯烴熔體兩類擠出畸變現(xiàn)象的定量描述[J]. 塑料, 2007, 36(5): 20-24.
[10]房迎春,李守超,魏勇,等. 兩種負(fù)荷法測試PE100管材料熔體質(zhì)量流動速率及熔流比[J]. 分析儀器, 2013, 44(6): 15-17.
[11]李鵬. 聚乙烯及其共混物擠出流動不穩(wěn)定性的研究[D]. 青島: 青島科技大學(xué), 2006.
[12]吳其曄,李鵬,慕晶霞, 等. 聚烯烴熔體兩類擠出畸變現(xiàn)象的定量描述[J]. 塑料, 2007, 36(5): 20-24. [13]吳其曄,李鵬,慕晶霞, 等. 線型與支化聚烯烴熔體高速擠出時的不穩(wěn)定擾動源[J]. 高分子通報, 2007, 20(5): 41-47.





























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





