引言:
現(xiàn)代注射成型技術(shù)向著高速、高效方向發(fā)展,對(duì)注塑機(jī)的合模平穩(wěn)性要求越來(lái)越高,不僅要求注塑機(jī)合模機(jī)構(gòu)開(kāi)、合模速度快,定位精度高,而且模板需受力均勻,運(yùn)行平穩(wěn)。然而,合模機(jī)構(gòu)工作過(guò)程中有較多的振源,如動(dòng)模與定模的沖擊、基礎(chǔ)的振動(dòng)、起高壓和泄壓過(guò)程產(chǎn)生的振動(dòng)等,對(duì)合模機(jī)構(gòu)的動(dòng)態(tài)性能產(chǎn)生較大影響,嚴(yán)重時(shí)會(huì)加速合模關(guān)鍵部件的疲勞失效,影響產(chǎn)品質(zhì)量一致性和注塑機(jī)使用壽命。
鑒于目前國(guó)內(nèi)的大多數(shù)注塑機(jī)企業(yè)尚未對(duì)注塑機(jī)合模過(guò)程振動(dòng)水平開(kāi)展準(zhǔn)確的技術(shù)評(píng)估,本文著手對(duì)某型號(hào)注塑機(jī)的合模、開(kāi)模周期進(jìn)行振動(dòng)加速度測(cè)試嘗試,通過(guò)信號(hào)處理和分析,對(duì)影響合模過(guò)程的振動(dòng)水平進(jìn)行評(píng)定,為合模機(jī)構(gòu)的減振措施、優(yōu)化設(shè)計(jì)提供技術(shù)基礎(chǔ)依據(jù)。
?
1.測(cè)試原理
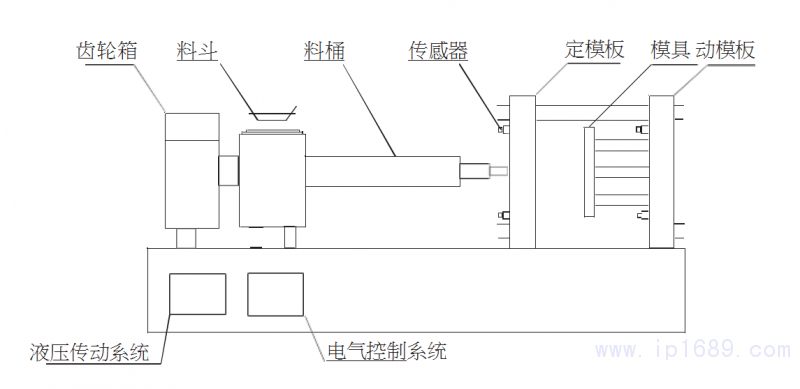
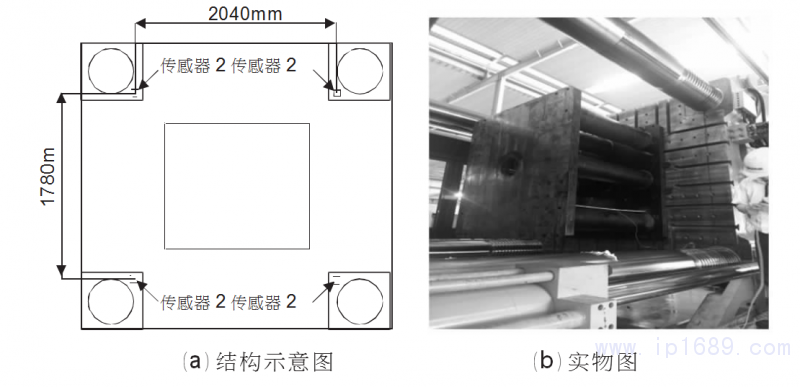
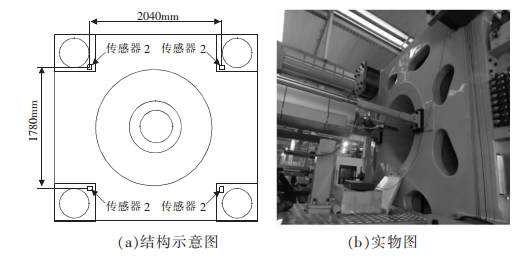
振動(dòng)測(cè)試對(duì)象是國(guó)內(nèi)自主設(shè)計(jì)的全液壓驅(qū)動(dòng)的大型二板式注塑機(jī),其結(jié)構(gòu)由注射機(jī)構(gòu)合模機(jī)構(gòu),液壓部分和電氣控制部分組成,其示意圖如圖1所示。試驗(yàn)中振動(dòng)加速度傳感器布置在動(dòng)模板和定模板的四個(gè)頂角處,由磁座固定,如圖2、3所示,同時(shí)用攝錄機(jī)對(duì)注塑機(jī)合模動(dòng)作進(jìn)行拍攝;采用億恒7008信號(hào)分析儀對(duì)四個(gè)相同型號(hào)的振動(dòng)加速度傳感器進(jìn)行振動(dòng)信號(hào)同步采集,采集時(shí)間長(zhǎng)達(dá)4個(gè)合模、開(kāi)模工作周期。對(duì)記錄振動(dòng)數(shù)據(jù)進(jìn)行離線信號(hào)處理。
圖1、注塑機(jī)結(jié)構(gòu)示意圖
圖2、動(dòng)模板
圖3、定模板
?
2.注塑過(guò)程振動(dòng)特點(diǎn)
在整個(gè)合模機(jī)構(gòu)中,直接影響合模位置精度的是動(dòng)模板,所以動(dòng)模板運(yùn)動(dòng)的平穩(wěn)性是關(guān)注的重點(diǎn)。注塑機(jī)的動(dòng)模板由四個(gè)液壓系統(tǒng)驅(qū)動(dòng),由于控制的精度問(wèn)題,導(dǎo)致動(dòng)模板運(yùn)動(dòng)除了完成規(guī)定的往返直線運(yùn)動(dòng)以外,還在驅(qū)動(dòng)過(guò)程中疊加了干擾,使動(dòng)模板產(chǎn)生了振動(dòng)。由于動(dòng)模板的巨大質(zhì)量和液壓系統(tǒng)耦合,干擾產(chǎn)生的是一個(gè)低頻振動(dòng),它使注塑機(jī)整體振動(dòng)。動(dòng)模板工作瞬時(shí)振動(dòng)信息能很好地反映系統(tǒng)的注塑機(jī)動(dòng)力性能狀態(tài)和控制品質(zhì),因此,可以通過(guò)動(dòng)模板工作瞬時(shí)振動(dòng)特性,來(lái)深入探討整個(gè)合模機(jī)構(gòu)的振動(dòng)及穩(wěn)定性問(wèn)題。
在動(dòng)模板運(yùn)動(dòng)過(guò)程中,除了含大量的機(jī)構(gòu)系統(tǒng)中其它運(yùn)動(dòng)部件和結(jié)構(gòu)的信息,也包含了嚴(yán)重的噪聲干擾,如抱閘、加壓、泄壓等敲擊和沖擊動(dòng)模板運(yùn)動(dòng)系統(tǒng),產(chǎn)生高頻振動(dòng)。在振動(dòng)測(cè)試記錄中,高頻振動(dòng)波疊加在動(dòng)模板產(chǎn)生的振動(dòng)中。
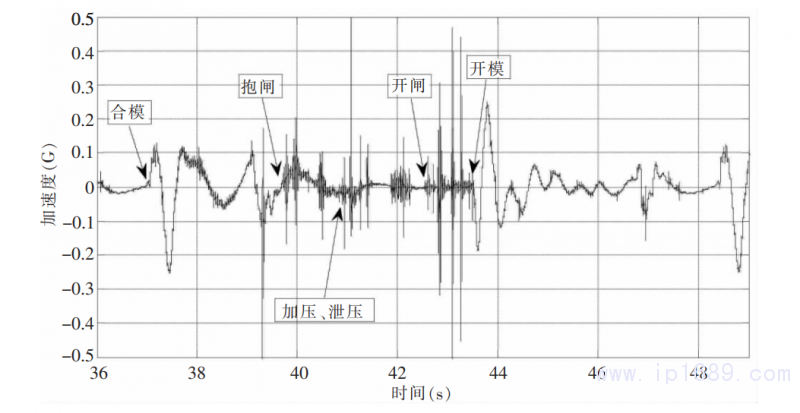
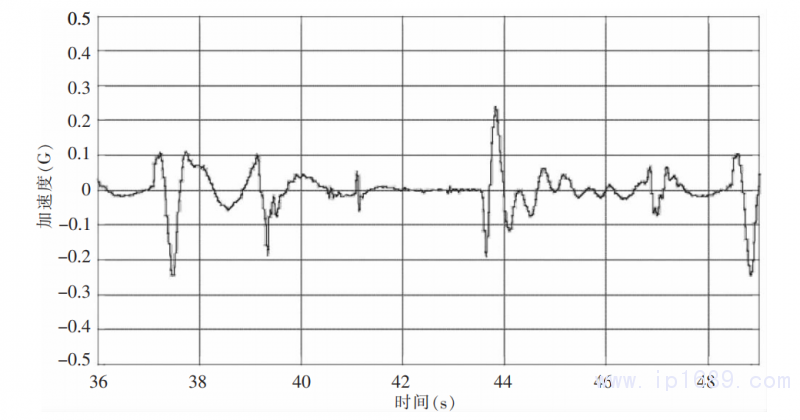
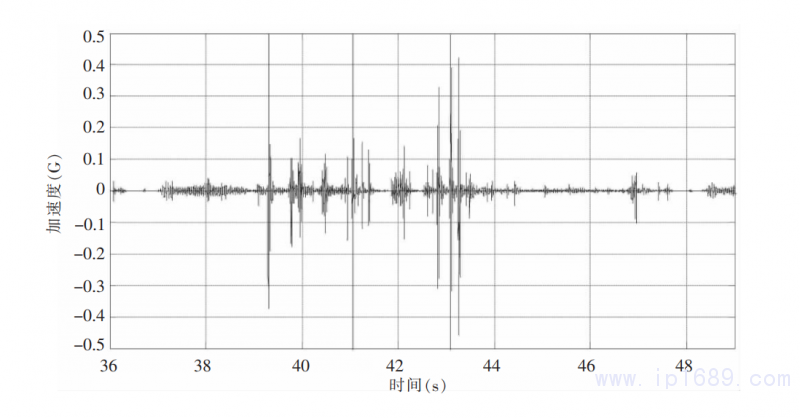
在動(dòng)模板上拾取的一個(gè)振動(dòng)加速度的時(shí)間歷程,它有低頻和高頻振動(dòng)兩部分疊加,如圖4所示。利用低通濾波和高通濾波分離這兩部分信號(hào),動(dòng)模板的振動(dòng)時(shí)間歷程,如圖5所示;沖擊響應(yīng)歷程,如圖6所示。
?
圖4、動(dòng)模板振動(dòng)加速度記錄時(shí)間歷程
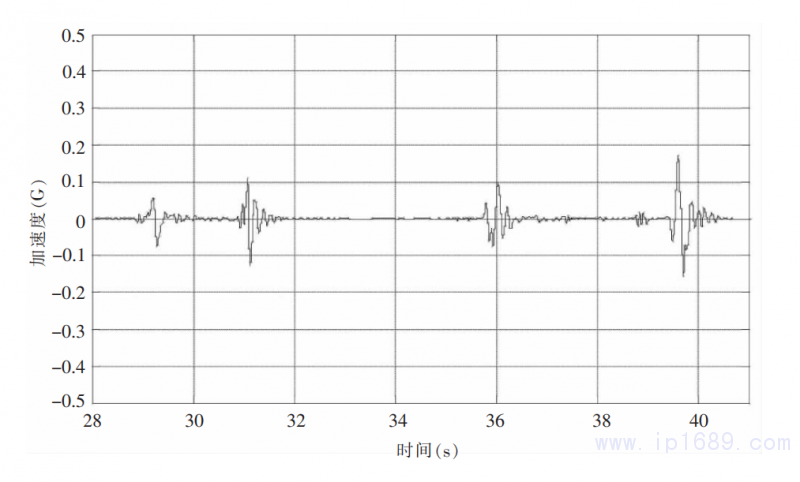
圖5、動(dòng)模板的振動(dòng)
?
3.動(dòng)、定模板振動(dòng)加速度級(jí)水平評(píng)定
為了描述運(yùn)動(dòng)狀態(tài)下的動(dòng)模板的振動(dòng),在圖5的振動(dòng)加速度時(shí)間歷程中,選擇最大振動(dòng)值為動(dòng)模板的振動(dòng)特征。由于動(dòng)模板尺寸大,用四個(gè)振動(dòng)最大值的平均值評(píng)定注塑機(jī)的振動(dòng)級(jí)水平。在所測(cè)得注塑機(jī)中,振動(dòng)加速度水平是0.25g。
圖6、動(dòng)模板的沖擊與敲擊振動(dòng)響應(yīng)
?
振動(dòng)加速度級(jí)水平反映了動(dòng)模板沿軸向運(yùn)動(dòng)的平穩(wěn)性,振動(dòng)過(guò)大,會(huì)增大合模位置誤差,引起動(dòng)模板和定模板之間的沖擊,振動(dòng)沖擊嚴(yán)重時(shí),甚至?xí)p壞注塑模具。
動(dòng)模板除了直線運(yùn)動(dòng)外,還存在俯仰擺動(dòng)和左右擺動(dòng)。利用測(cè)點(diǎn)之間的距離和數(shù)值積分技術(shù),可以給出最大俯仰擺動(dòng)角度和左右擺動(dòng)角度。在所測(cè)得注塑機(jī)中,經(jīng)過(guò)數(shù)值積分后的1、2測(cè)點(diǎn)的振動(dòng)位移明顯大于3、4測(cè)點(diǎn)的振動(dòng)位移,最大位移差為60mm,說(shuō)明在注塑機(jī)中存在俯仰擺動(dòng)。擺動(dòng)的表達(dá)為:
(1)
式中:θ(t)為擺動(dòng)角度;ai和aj分別是測(cè)點(diǎn)i和測(cè)點(diǎn)j處的振動(dòng)加速度。
在本試驗(yàn)中,最大擺動(dòng)角度為60/2040Rad=1.685degree。
動(dòng)模板的擺動(dòng)說(shuō)明動(dòng)模板在運(yùn)動(dòng)過(guò)程中的受力不均,會(huì)加劇動(dòng)模板軸套和拉桿之間的摩擦和磨損,同時(shí)能反映了液壓控制系統(tǒng)的缺陷。
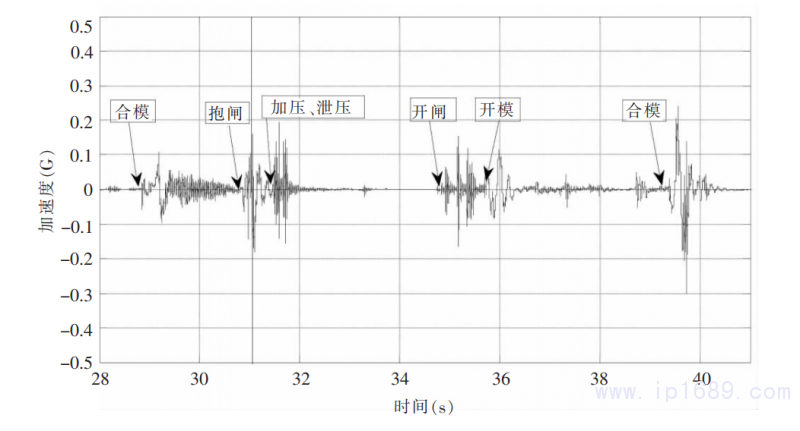
圖7定模板振動(dòng)加速度時(shí)間歷程
?
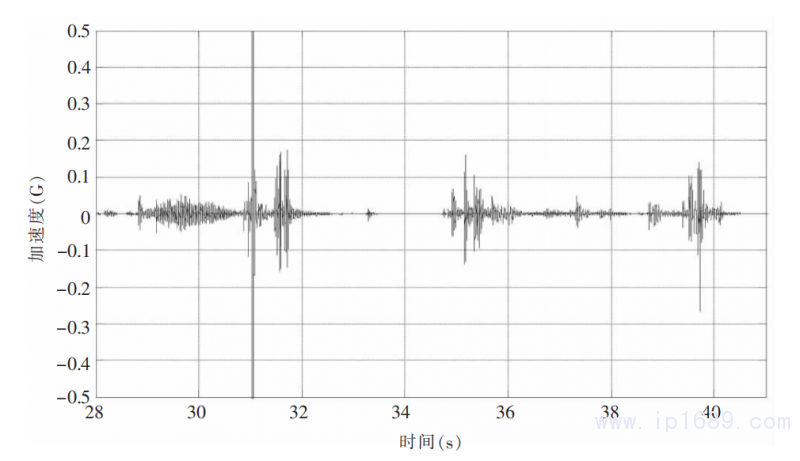
在合模過(guò)程中,定模板的振動(dòng)主要來(lái)源于動(dòng)模板運(yùn)動(dòng)和沖壓引起的振動(dòng),以及合模中其它動(dòng)作傳遞的高頻沖擊,如圖7所示為單個(gè)合模周期的振動(dòng)時(shí)間歷程,圖8和圖9為通過(guò)濾波后得到的低頻和高頻振動(dòng)加速度信號(hào)。經(jīng)測(cè)試,該注塑機(jī)的振動(dòng)加速度水平是0.17g,同時(shí)存在俯仰擺動(dòng)。
由于定模板與注塑機(jī)基體固連,定模板的振動(dòng)加速度級(jí)反映注塑機(jī)基體的振動(dòng)水平,長(zhǎng)期較大的基體振動(dòng)會(huì)引起注塑機(jī)部件的疲勞失效、安全問(wèn)題,影響注射成型質(zhì)量。
?
圖8、定模板的振動(dòng)
圖9、定模的沖擊與敲擊振動(dòng)響應(yīng)
?
4.結(jié)論
在注塑機(jī)合模過(guò)程中,通過(guò)動(dòng)模板和定模板的四個(gè)頂角處的振動(dòng)加速度信號(hào)的采集和分析,得到以下結(jié)果:
(1)合模過(guò)程中的振動(dòng)主要來(lái)源于其中的低頻振動(dòng)信號(hào),經(jīng)過(guò)信號(hào)的數(shù)字濾波和數(shù)值積分技術(shù),可以評(píng)定出動(dòng)模板和定模板的軸向振動(dòng)和最大擺動(dòng)角度。軸向振動(dòng)用四個(gè)測(cè)點(diǎn)處振動(dòng)加速度最大值的平均值來(lái)評(píng)定,最大擺動(dòng)角度可由各測(cè)點(diǎn)間的位移差和其測(cè)點(diǎn)間距離的比值得到。
(2)對(duì)合模周期內(nèi)的振動(dòng)加速度信號(hào)與合模動(dòng)作中進(jìn)行對(duì)比分析,得到振動(dòng)的低頻信號(hào)由開(kāi)模和合模產(chǎn)生,高頻信號(hào)由抱閘、開(kāi)閘、加壓、泄壓等產(chǎn)生,可以通過(guò)對(duì)合模機(jī)構(gòu)的機(jī)械結(jié)構(gòu)、尺寸進(jìn)行優(yōu)化,降低由系統(tǒng)帶來(lái)的低頻振動(dòng)影響。
?
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













