自從引入托盤收縮膜包裝這一產(chǎn)品,高性能膜的層數(shù)一直在穩(wěn)步上升。但要形成一個穩(wěn)定的承載單元,到底需要多少層的薄膜?Polifilm Extrusion公司向自己提出了這個問題,并且比較了11、13、55層膜的性能。
形成穩(wěn)定承載單元的高性能收縮膜(來源:Polifilm)
聚烯烴收縮膜對于全球貿(mào)易中貨物的三級包裝至關(guān)重要。只有當包裝好的商品被一起置于某個單元上——通常以歐式托盤的形式出現(xiàn)——才能滿足穩(wěn)定安全承載單元的需要。收縮膜的主要任務(wù)之一是將承載單元牢固地捆綁在一起,以便讓承載貨物經(jīng)受住運輸和儲存過程的考驗而不被損壞。薄膜的機械特性對于確保承載單元的牢固至關(guān)重要,但是,收縮膜除了需要具有高保持力外,還要有結(jié)合能力,以便貨物捆綁在一起時,各層間的結(jié)合足夠牢固。
收縮膜的任務(wù)是把貨物作為一個承載單元組合在一起,使包裝的貨物和托盤之間形成一個穩(wěn)定的連接,并防止貨物從托盤上滑動、移位、散開,并保護它們不受潮濕的影響。
承載單元類型和收縮膜包裝方式
使用收縮膜時,應(yīng)注意托盤的類型和需要進行收縮包裝的物品。這需要預(yù)先知道承載單元的形狀(圖1):是平直的,或者與托盤平齊(A類)、物體上下是否有突出(B類)、或者需要包裝的物品在托盤上顯得形狀不規(guī)則(C類)。重量和形狀的穩(wěn)定性對承載單元影響重大。因此,最具有決定性的問題是,托盤上的物品是否能保持形狀尺寸穩(wěn)定、相對堅固,或者很柔軟,在很強的壓縮力下會變形。
圖1 不同形狀的承載單元:平直結(jié)構(gòu),與托盤平齊(左側(cè)A)、上方或下方有突出部位(中間B)、極其不規(guī)則擺放的商品(右側(cè)C)(來源:Polifilm)
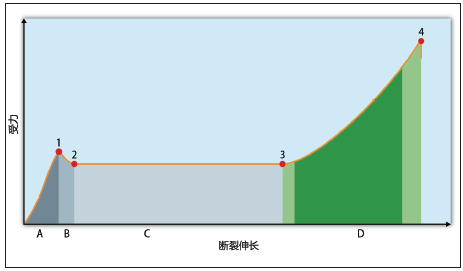
除了承載單元種類很多外,市場上還有很多不同的收縮包裝產(chǎn)品和方法。根據(jù)包裝過程的不同,有全自動、半自動收縮包裝機以及手工收縮包裝機。這些設(shè)備在收縮包裝過程中的速度、預(yù)拉伸和薄膜負載不一樣。因此飲料瓶收縮包裝用全自動包裝生產(chǎn)線上的自由臂包裝機比半自動旋轉(zhuǎn)臺收縮包裝機的速度高出許多。每種系統(tǒng)采用特殊的預(yù)拉伸單元,來確定預(yù)拉伸,并為特定的作業(yè)做準備(圖2)。當薄膜的拉伸超過了峰點,達到了再拉伸就會造成握持力增加的區(qū)域。此時,聚合物鏈朝向了拉伸方向(機器方向,MD),因此表現(xiàn)出了最大的握持力。這也是為什么需要定制薄膜,以便在特定的收縮包裝技術(shù)中獲得物品和托盤特定結(jié)合所需的特性。
圖2 收縮膜的伸長表現(xiàn),主要伸長區(qū)(A)、峰點(C)和工作區(qū)(D)(來源:Polifilm)
收縮膜的類型
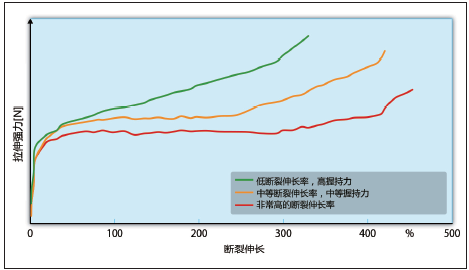
總的來說,收縮膜可以根據(jù)以上的要求,在以下類型中進行區(qū)分(圖3):
◆ 伸長率低、握持力強;
◆ 伸長率中等,握持力中等;
◆ 伸長率很高。
圖3 薄膜在低斷裂伸長率和高握持力;中等斷裂伸長率、中等握持力和極高斷裂伸長率時的拉伸強力-斷裂伸長示意圖(來源:Polifilm)
但是否大多數(shù)薄膜都需要有很多層呢?在市場上,關(guān)于收縮膜到底應(yīng)該有多少層才能獲得穩(wěn)定承載單元的討論很多。過去,主要采用單層和三層薄膜,現(xiàn)在,5、7、9層是技術(shù)標準。但是,現(xiàn)在的趨勢是11層或13層,并且已經(jīng)有能夠加工27、33或者高達55層的系統(tǒng)。
有些依然在市場上流通的術(shù)語,比如多層或單層薄膜,并沒有進行很好的定義,因為沒有統(tǒng)一可遵循的什么叫多層、什么叫單層薄膜的定義。一個很關(guān)鍵的問題是,是否層數(shù)越多,性能就越高?例如,若薄膜厚度相同,55層膜是否就比13層膜的性能更好?為了便于更進一步討論,假定這個13層和55層薄膜是采用相同的最新流延膜生產(chǎn)線生產(chǎn)的。
考察多樣性和復(fù)雜性
與奧地利蘭精公司的SML Maschinengesellschaft mbH和美國密歇根州米德蘭市的陶氏包裝及特種塑料公司一起合作,Polifilm生產(chǎn)出了厚度為12、15、23µm的薄膜。SML PowerCast XL生產(chǎn)線連接著7臺擠出機(2x90/33;5x75/33),一支直徑為1600mm、幅寬為5000mm的冷卻輥,以及自動寬槽模具(4800),最高速度為850 m/min。兩條相同的生產(chǎn)線只有進料段部分的結(jié)構(gòu)是不一樣的(圖4見層的分離)。
圖4 共擠13和55層薄膜的層結(jié)構(gòu):擠出機A、D~G,各層厚度占總厚度的10%,擠出機B和C,各層厚度占25%(來源:Polifilm)
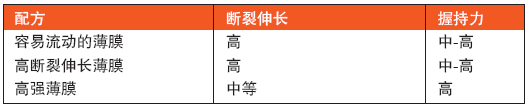
厚度如圖所示,幅寬為500mm的收縮膜采用同樣的工藝參數(shù)進行加工。配方中的拉伸和握持力有差異,以反映商業(yè)用途的需要(表1)。陶氏聚乙烯薄膜如Elite AT 6111(采用Elite AT技術(shù)加工成的乙烯-辛烯共聚物)滿足了高性能薄膜的要求。
表1 12層和55層產(chǎn)線上測試的配方概述(來源:Polifilm)
測試
比利時Deerlijk的ESTL 公司的FPT-750薄膜測試系統(tǒng)被用于測試薄膜(圖5)。按照不同的預(yù)拉伸、測試速度,測試了可能的最大預(yù)拉伸斷裂伸長、穿刺和抗震性能。選用了常規(guī)的4000 mm/s包覆速度。
圖5 測試設(shè)備和過程:來自ESTL(左)的FPT-750,以及在測試托盤(中)上做的實際穿刺測試和盤式測試(右)(來源:Polifilm))
用來自美國密歇根州懷俄明市Highlight Industries 有限公司的旋轉(zhuǎn)臺式包覆機對測試托盤進行了實測。薄膜采用標準的包覆程序進行包覆,并根據(jù)對托盤四角和表面的握持力,以及按照包裝計劃所選用的收縮膜的抗穿刺性能評估了薄膜的性能。
另外,還在實驗室內(nèi)對薄膜進行了落錘實驗(ASTM項下DD試驗,1709-01),并沿著機器方向進行了埃爾門多夫撕裂試驗。
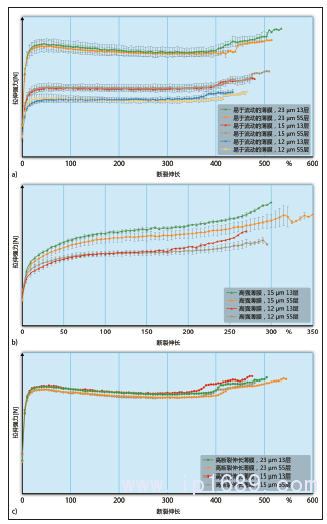
圖6 13層和55層薄膜的拉伸強力-斷裂伸長圖。a) 厚度為12、15、23μm的易流動薄膜;b)12、15 μm的高強薄膜;c)高斷裂伸長薄膜,厚度15、 23 μm (來源:Polifilm)
評估
利用上述描述的生產(chǎn)和測試方法,測得了3800個數(shù)據(jù)點,并根據(jù)表1評估了配方。對不同類型和厚度的13層和55層薄膜的特征(抗穿刺、抗震、撕裂強度、斷裂伸長、落錘性能、埃爾門多夫撕裂性能、應(yīng)用測試和握持力等)進行了對比,結(jié)果發(fā)現(xiàn),不管是13層還是55層,統(tǒng)計偏差顯示的差異不明顯。
比較極限測試程序記錄的拉伸強力和斷裂伸長率, 可以得到相似的結(jié)果。在13、55層薄膜生產(chǎn)線的“極限曲線”中,比較了一種厚度、一種配方的易于流動薄膜(圖6a)和強力薄膜。
不同層結(jié)構(gòu)的薄膜的斷裂伸長率或握持力沒有發(fā)現(xiàn)有顯著的差別。將握持力與薄膜厚度相對應(yīng),進行標準化,得到了依厚度變化的曲線,這樣,具有不同厚度的薄膜可以直接進行比較。不同層結(jié)構(gòu)的高斷裂伸長率的薄膜也沒有顯著的差異(6c)。
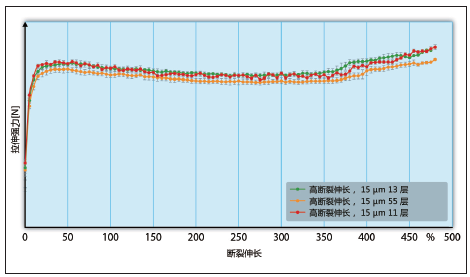
圖7 15微米厚的11層、13層和55層的高伸長率薄膜的拉伸力 - 伸長率圖(來源:Polifilm)
在進一步的測試中,考察了相似配方以相似生產(chǎn)條件,在SML 11層生產(chǎn)線上的表現(xiàn)。此處,記錄到的特性值再次幾乎與13層和55層生產(chǎn)線的記錄一樣(圖7)。
結(jié)論
廣泛的測試顯示,用于固定承載單元的收縮膜可以在最新一代的11、13以及55層流延膜生產(chǎn)線上生產(chǎn),在厚度相同的情況下,性能一樣。而且,在這項工作中還發(fā)現(xiàn),成功還有賴于所用的原材料、薄膜配方以及工藝參數(shù)。對于生產(chǎn)線的把控能力及其清潔程度也對確保穩(wěn)定一致的質(zhì)量非常重要。
決定性能的是符合特定應(yīng)用的配方,具體需根據(jù)產(chǎn)品而論。為了服務(wù)日益增長的運輸市場所需要的穩(wěn)固、可持續(xù)承載單元的安全性的需要,了解包裝運輸過程和高度一致質(zhì)量是必不可少的。(文章來源于網(wǎng)絡(luò))




























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





