目前在中國,塑料在汽車行業(yè)的應(yīng)用尚處于初級(jí)階段。在歐洲,車用塑料的重量占汽車自重的20%,平均每輛德國車使用塑料近300千克,占汽車總重量的22%。與國外相比,國產(chǎn)車的非金屬材料用量仍然偏少。國產(chǎn)車的單車塑料平均使用量為78千克,塑料用量僅占汽車自重的5%—10%,所以在汽車本體塑料化的道路上中國有很大的發(fā)展前景。而汽車輕量化在國家推行新能源汽車的進(jìn)程中,也是不可或缺的因素之一,化學(xué)微發(fā)泡制品也將是汽車塑料制品未來的優(yōu)選方案,所以化學(xué)微發(fā)泡注塑設(shè)備及成型工藝應(yīng)用前景十分廣闊。
化學(xué)微發(fā)泡(Microcellular Foaming) 是指以熱塑性材料為基體,化學(xué)發(fā)泡劑為氣源,通過自鎖工藝使得氣體形成超臨界狀態(tài),在注入模腔后氣體擴(kuò)散內(nèi)壓的作用下,使制品中間分布尺寸為十幾到幾十微米的封閉微孔發(fā)泡。目前,微發(fā)泡注塑成型技術(shù)突破了傳統(tǒng)注塑的諸多局限,在基本保證制品性能不降低的基礎(chǔ)上,可以明顯減輕制件重量和成型周期,并具有內(nèi)應(yīng)力和翹曲小、平直度高、無縮水、尺寸穩(wěn)定等特點(diǎn)。
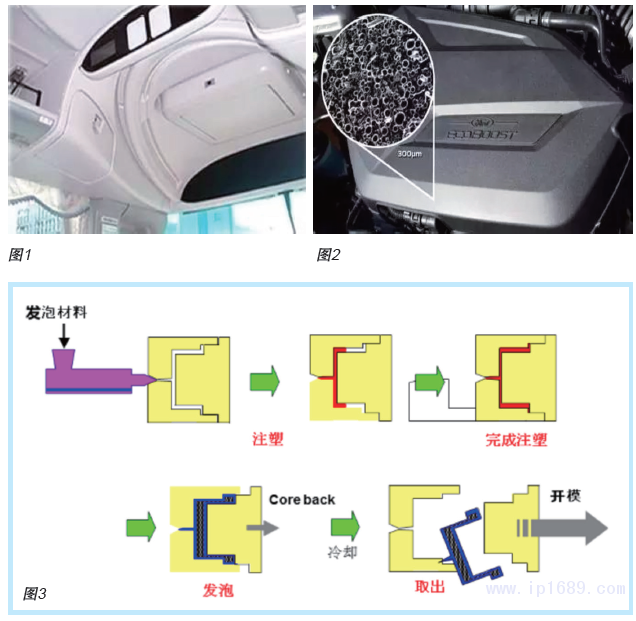
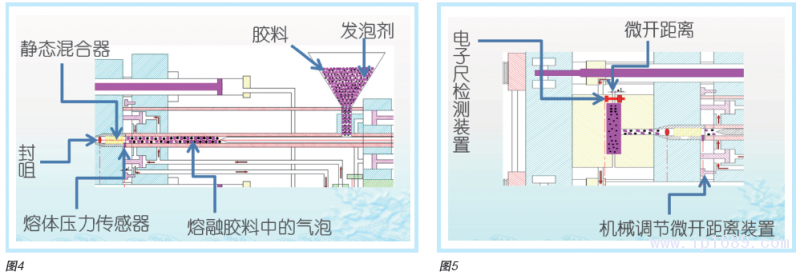
據(jù)調(diào)查,汽車整體重量每減少100千克,百公里油耗可降低0.3-0.6升。隨著國家第二階段燃油指標(biāo)5L/100Km要求,以及電動(dòng)汽車的推廣與普及,汽車材料輕量化已成行業(yè)潮流。在汽車非金屬材料零部件輕量化領(lǐng)域,化學(xué)微發(fā)泡材料在汽車內(nèi)飾件中有大范圍應(yīng)用,主要在汽車的車門內(nèi)襯板、儀表板、后門內(nèi)襯板、底護(hù)板等部位,如圖1和圖2所示。化學(xué)微發(fā)泡技術(shù)是各大汽車廠商競相使用的主要技術(shù)手段。當(dāng)前,由于環(huán)保和節(jié)能的需要,汽車輕量化已經(jīng)成為世界汽車發(fā)展的潮流。特別是在我國推行新型節(jié)能汽車的今天,國家預(yù)計(jì)在2030年全面禁止油壓汽車的銷售,汽車輕量化進(jìn)程顯得尤為重要。當(dāng)下充電續(xù)航里程問題炙手可熱,不過整車質(zhì)量盡可能小的車型,續(xù)航里程必然也會(huì)增加。
現(xiàn)在給大家介紹的這種化學(xué)發(fā)泡微開成型技術(shù)能夠廣泛應(yīng)用在汽車的車門內(nèi)襯板、儀表板、后門內(nèi)襯板、底護(hù)板等關(guān)鍵部位上。而對(duì)于汽車產(chǎn)業(yè)來說,汽車門板的厚度大約在2mm,尺寸約500到1000mm,而且汽車表面的光潔度要求較高,傳統(tǒng)的發(fā)泡成型技術(shù)已經(jīng)不能滿足汽車門板成型工藝的生產(chǎn),必須采用新型的微開發(fā)泡成型技術(shù)才能滿足,這就是我們現(xiàn)在介紹的化學(xué)微開發(fā)泡成型技術(shù)。
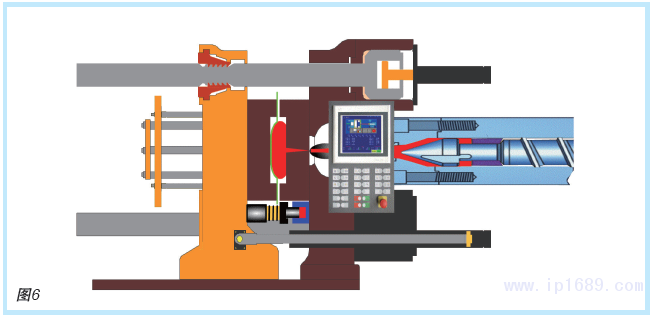
化學(xué)微開發(fā)泡技術(shù)的基本原理:發(fā)泡劑在膠料筒里溶解成微小氣泡和熔融膠料融合,經(jīng)高速射膠射進(jìn)密封的模具模腔,密封的模具模腔微開一小段距離(0.5 - 2.5mm),在模腔內(nèi)氣體排出的同時(shí)模腔壓力降低,小氣泡變成均勻的大氣泡,在塑料制品內(nèi)形成均勻致密的氣泡層,冷卻定型后得到合格的發(fā)泡制品,發(fā)泡原理如圖3所示。
汽車微開發(fā)泡技術(shù)的基本設(shè)備及原料:二板式注塑機(jī),發(fā)泡制品專用模具,發(fā)泡劑和基本原料(汽車用塑料一般為括聚丙烯、聚氨酯、聚氯乙烯、熱固性復(fù)合材料、ABS、尼龍和聚乙烯)。
微開發(fā)泡成型技術(shù)對(duì)設(shè)備的要求:
首先, 微開發(fā)泡的原理及過程,所需要的是熔融膠料和發(fā)泡劑的充分融合,對(duì)應(yīng)的注塑機(jī)射臺(tái)部分要求如下,如圖4所示:
◆需要?dú)鈩?dòng)封嘴封住熔融膠料,防止膠料在熔融過程中流出;
◆需要熔體壓力傳感器控制熔膠壓力,確保熔膠過程中發(fā)泡劑受到一定的壓力不分解;
◆需要靜態(tài)混合器,確保在注射過程中膠料和發(fā)泡劑充分混合。
為了防止氣泡在注射過程中分解放大,造成氣泡梯度性差異,需要射膠速率不小于1千克膠料/秒,絕對(duì)線速度達(dá)與200毫米/秒,最好采用儲(chǔ)能射膠。
其次,微開發(fā)泡過程對(duì)合模部分的要求如下,如圖5所示:
◆需要二板式開合模注塑機(jī),能夠滿足二次開合模功能,同時(shí)合模噸位在1200噸到1600噸,滿足通用汽車門板尺寸要求;
◆合模部位需要有微開調(diào)節(jié)裝置,以保證模具的微開精度調(diào)節(jié);
◆需要在模具上增加微開檢測裝置,確保微開精度。
最后,發(fā)泡機(jī)專用模具需有良好的排氣性能,保證在高壓合模后注射進(jìn)模腔氣體能順利排出,同時(shí)微開過程也需要排氣順暢,確保制品表面光滑平整,如圖6所示;
化學(xué)微開發(fā)泡成型技術(shù)的成型過程下:
◆熔膠時(shí),封咀關(guān)閉,塑化馬達(dá)帶動(dòng)注塑螺桿轉(zhuǎn)動(dòng),膠料原料和發(fā)泡劑通過塑化螺桿在熔膠筒內(nèi)分解成熔融膠料和小氣泡,同時(shí)確保熔融膠料內(nèi)有一定的壓力值,防止小氣泡分解放大,熔融膠料的壓力值可以通過熔體壓力傳感器讀出;
◆當(dāng)后模具貼住前模具時(shí),高壓唧芯推動(dòng)增壓板帶動(dòng)后模具貼緊前模具,此時(shí)系統(tǒng)起高壓合模力;
◆射膠時(shí),封咀打開,熔融膠料和小氣泡通過靜態(tài)混合器進(jìn)一步混合后高速射進(jìn)后模具和前模具形成的模腔。
◆在熔融膠料和小氣泡快速充滿模腔后,封咀關(guān)閉,高壓唧芯帶動(dòng)增壓板使得前模具離開后模具一段距離△L′,同時(shí)非接觸電子尺通過感應(yīng)磁環(huán)檢測到△L′;此時(shí)因?yàn)殚_模后模腔壓力降低,半成品制品里的小氣泡脹大為大氣泡。
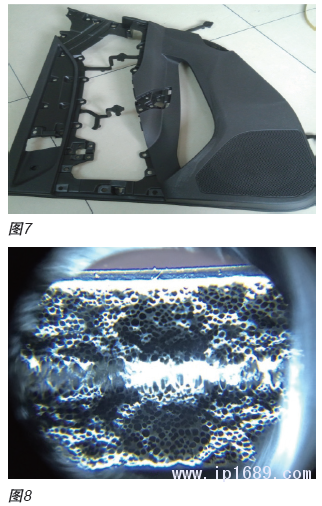
◆冷卻完成后,模具打開,得到完整的發(fā)泡制品,發(fā)泡制品樣品及剖面視圖,如圖7、圖8所示。(文章來源于網(wǎng)絡(luò))
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





