摘要:文中對(duì)低密度聚乙烯裝置生產(chǎn)的LDPE2426H吹膜工藝進(jìn)行了研究,確定了吹膜生產(chǎn)的最佳條件。結(jié)果表明,LDPE2426H的重均分子量為9.4×104,結(jié)晶度為38.5%,具有分子量分布較寬、結(jié)晶度較低的特點(diǎn)。在加工溫度為170~190℃、吹脹比為3.0時(shí),吹制的薄膜光學(xué)性能最好、耐沖擊強(qiáng)度高。
某石化公司的低密度聚乙烯(LDPE)裝置采用德國basell公司的管式法反應(yīng)器生產(chǎn)技術(shù),設(shè)計(jì)生產(chǎn)能力200kt/a。該裝置主要生產(chǎn)原料為乙烯,以醋酸乙烯為共聚單體,以丙烯或丙醛為分子量調(diào)節(jié)劑,過氧化物為引發(fā)劑。采用乙烯單點(diǎn)進(jìn)料,過氧化物由4點(diǎn)注入脈沖式反應(yīng)器的生產(chǎn)方式進(jìn)行生產(chǎn)。低密度聚乙烯的主要特點(diǎn)是具有良好的柔韌性、抗沖擊強(qiáng)度高、低透水性以及良好的加工性能和光學(xué)性能,因而廣泛應(yīng)用于薄膜包裝行業(yè)。
1實(shí)驗(yàn)部分
1.1實(shí)驗(yàn)原料及主要儀器
實(shí)驗(yàn)所用原料為大慶石化公司塑料廠生產(chǎn)的LDPE2426H。
主要儀器:5226型霧度儀,意大利CEAST公司;RH7D型毛細(xì)管流變儀,英國ROSAND公司;DSC910型差熱掃描儀,美國DUPOUT公司;4667型拉力試驗(yàn)機(jī),美國INSTRON公司;PL-220型凝膠色譜儀(GPC),美國WATERS公司;BLU300型吹膜機(jī)組,德國Goettfert公司。
1.2測(cè)試方法
相對(duì)分子質(zhì)量及其分布采用凝膠滲透色譜(GPC)法測(cè)試。實(shí)驗(yàn)條件:溫度160℃,三氯苯為溶劑,流速1mL/min。熱力學(xué)性能采用差示掃描量熱法(DSC)測(cè)試。實(shí)驗(yàn)條件:樣品容器為銅杯,樣品量10mg,升溫速率10℃/min。
1.3吹膜實(shí)驗(yàn)
吹膜實(shí)驗(yàn)在吹膜機(jī)組BLU300(德國)上進(jìn)行。擠出機(jī)螺桿直徑為Φ30mm,長徑比為20:1,口模直徑為60mm,采用風(fēng)環(huán)冷卻,薄膜厚度控制在29~31μm,牽引速率為5m/min。
2結(jié)果與討論
2.1熱力學(xué)性能分析
對(duì)LDPE2426H的熱力學(xué)性能進(jìn)行了DSC分析,分析結(jié)果見表1。
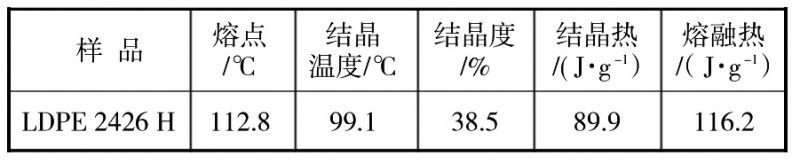
表1LDPE2426H熱力學(xué)性能
由表1可見,LDPE2426H的熔點(diǎn)為112.8℃,結(jié)晶度為38.5%。由于LDPE2426H是由自由基在高溫高壓下引發(fā)生成的聚合物,聚合物主鏈上含有較多短支鏈,由于短支鏈?zhǔn)怪ф滈g可結(jié)晶的亞甲基鏈段不能形成大而完整的結(jié)晶,破壞了鏈的折疊[1],每1000個(gè)碳原子含15~35個(gè)有4個(gè)碳原子以上的短支鏈,從而導(dǎo)致LDPE2426H結(jié)晶度較低[2]。當(dāng)光穿過由LDPE2426H吹制的薄膜,遇到晶體界面時(shí)所產(chǎn)生的散射、折射的幾率大大減少,薄膜的霧度降低,透光性較好;同時(shí)由于熔點(diǎn)較低,生產(chǎn)薄膜時(shí)加工溫度較低,可為企業(yè)降低大量的能耗,減少生產(chǎn)成本。
2.2相對(duì)分子質(zhì)量及其分布
對(duì)LDPE2426H的相對(duì)分子質(zhì)量(Mn)及分子量分布(Mw)進(jìn)行了凝膠滲透色譜法(GPC)測(cè)試分析,分析結(jié)果見表2。
表2LDPE2426H相對(duì)分子質(zhì)量及其分布
從表2可知,LDPE2426H的相對(duì)分子質(zhì)量為93952,相對(duì)分子質(zhì)量較小,生產(chǎn)的薄膜表面光澤度較高;Mw/Mn為5.25,相對(duì)分子量分布較寬,可以使原料在加工過程中具有較好的熔體強(qiáng)度,吹制的薄膜具有較好的柔韌性[3]。
2.3流變性能
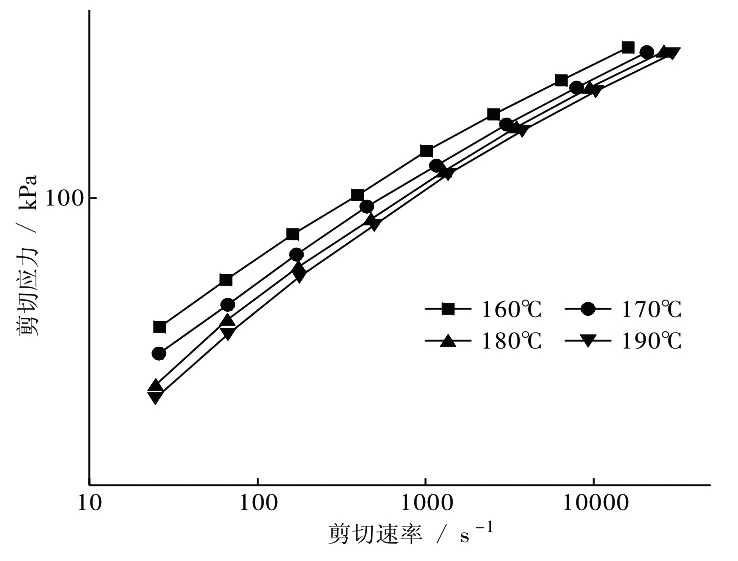
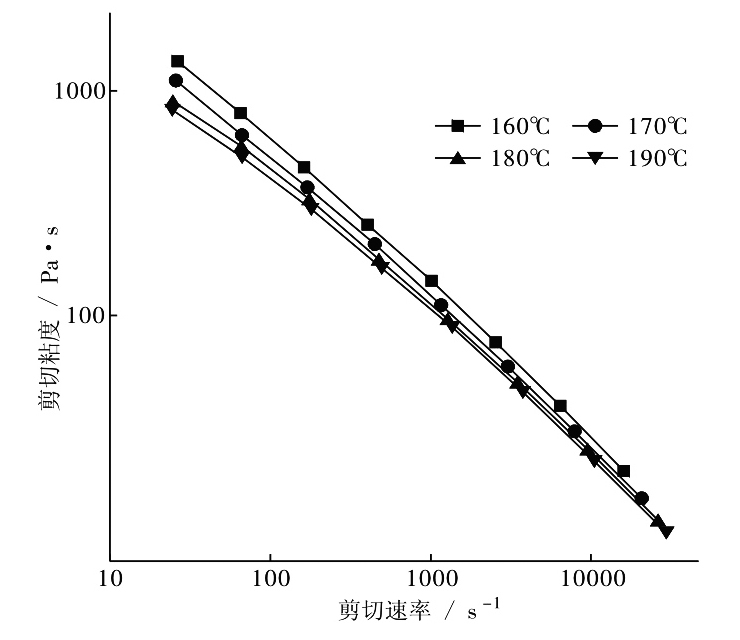
分別在160℃、170℃、180℃、190℃溫度下考察了LDPE2426H的剪切應(yīng)力和剪切粘度隨剪切速率的變化情況,結(jié)果見圖1,2。
圖1剪切應(yīng)力與剪切速率的關(guān)系
圖2剪切粘度和剪切速率的關(guān)系
從圖1,2可以看出,在相同的加工溫度下,隨著剪切速率的增加,熔體受到的剪切應(yīng)力逐漸增大,熔體粘度逐漸下降;剪切速率相同時(shí),隨著加工溫度的升高,熔體粘度逐漸降低。熔體溫度為160℃時(shí),LDPE2426H在剪切速率>415s-1后,開始出現(xiàn)輕微的熔體破裂;熔體溫度為190℃時(shí),LDPE2426H熔體破裂臨界剪切速率486s-1。隨著溫度的升高,出現(xiàn)熔體破裂的臨界剪切速率也在加大[4]。
2.4吹膜工藝條件對(duì)薄膜性能的影響
在固定牽引速率、冷卻溫度和薄膜厚度的條件下,考察薄膜生產(chǎn)加工過程中,加工溫度和吹脹比對(duì)薄膜力學(xué)性能的影響,結(jié)果見圖3~6。
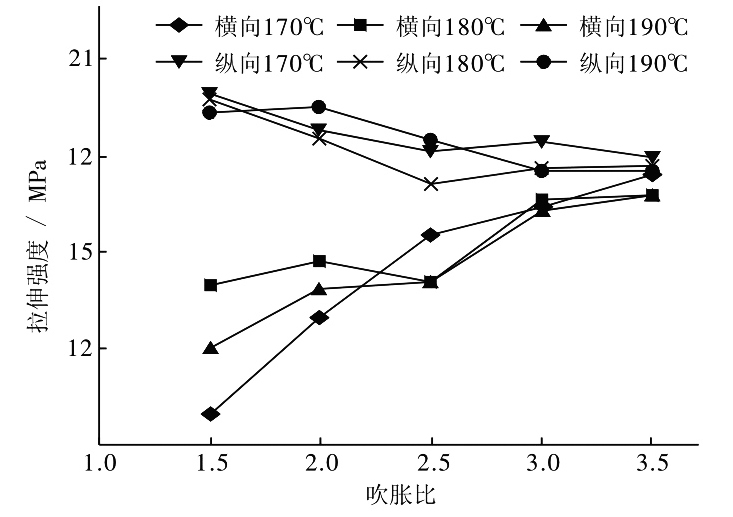
圖3加工溫度和吹脹比與拉伸強(qiáng)度的關(guān)系
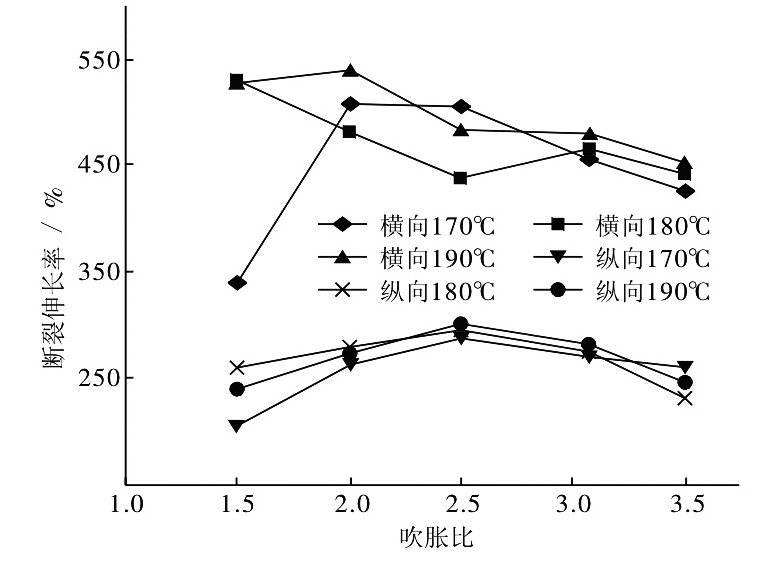
圖4加工溫度和吹脹比與斷裂伸長率的關(guān)系
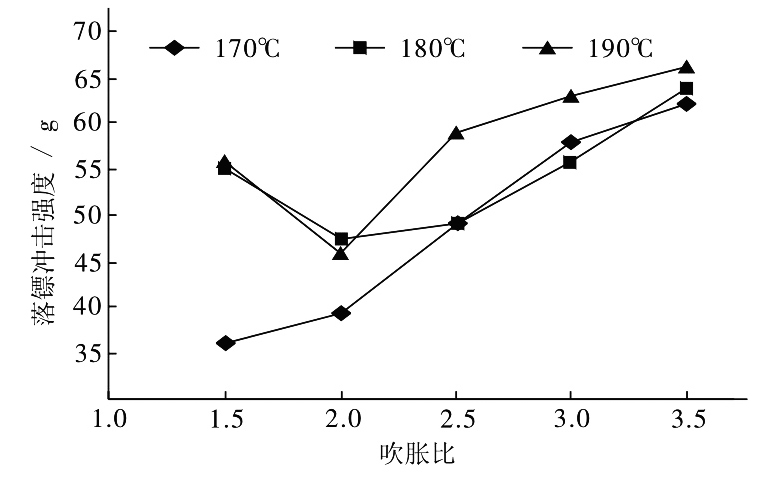
圖5加工溫度和吹脹比與沖擊強(qiáng)度的關(guān)系圖
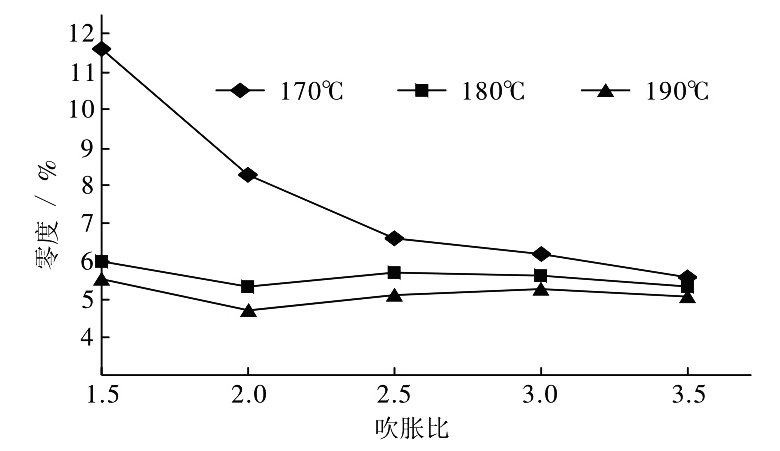
圖5加工溫度和吹脹比與膜霧度的關(guān)系圖
(1)對(duì)薄膜拉伸強(qiáng)度的影響。從圖3可以看出,加工溫度在170~190℃之間,隨著吹脹比的增加,膜的橫向拉伸強(qiáng)度也增加,而縱向拉伸強(qiáng)度則隨著吹脹比的增加呈下降趨勢(shì),且溫度越高下降趨勢(shì)越明顯。說明吹脹比是影響膜的拉伸強(qiáng)度的重要條件[5],綜合膜的橫、縱向拉伸強(qiáng)度性能,所以選擇吹脹比為3.0。
(2)對(duì)薄膜拉伸斷裂應(yīng)變(斷裂伸長率)的影響。由圖4可知,加工溫度的變化對(duì)拉伸斷裂應(yīng)變(斷裂伸長率)的影響并不明顯;隨著吹脹比的增加,膜的橫向斷裂應(yīng)變逐漸下降,而縱向斷裂應(yīng)變隨吹脹比增加逐漸上升,隨后趨于平穩(wěn);吹脹比為3.0時(shí),橫向與縱向拉伸斷裂應(yīng)變基本達(dá)到平衡[6]。
(3)對(duì)薄膜沖擊強(qiáng)度的影響。從圖5可見,加工溫度在170~190℃之間時(shí),吹脹比相同時(shí),隨著溫度的升高,膜的沖擊強(qiáng)度變化不明顯;但隨著吹脹比的加大,膜的沖擊強(qiáng)度增大,亦即膜的沖擊強(qiáng)度的變化對(duì)吹脹比更敏感。
(4)對(duì)薄膜霧度的影響。由圖6可知,隨著吹脹比的提高,膜的霧度降低;吹脹比相同時(shí),提高加工溫度,膜的霧度降低,透明性變好。這主要是由于在吹膜生產(chǎn)過程中,提高加工溫度使分子鏈產(chǎn)生松弛[7],取向減弱趨于均衡;同時(shí)影響了薄膜結(jié)晶過程中表面的不規(guī)則程度,結(jié)晶度降低,使膜的光澤度提高,霧度減小。
3結(jié)論
(1)LDPE2426H的相對(duì)分子量分布為5.25,分布較寬,用該原料吹制薄膜時(shí)加工性能較好。
(2)LDPE2426H的結(jié)晶度為38.5%,薄膜霧度低,光學(xué)性能較好。
(3)LDPE2426H吹膜過程中,在固定牽引速率、冷卻溫度和薄膜厚度的條件下,加工溫度和吹脹比對(duì)薄膜性能的影響較大,提高了加工溫度、加大了吹脹比,對(duì)薄膜光學(xué)性能和沖擊強(qiáng)度的提高均有利,綜合薄膜的各項(xiàng)性能,選擇加工溫度為170~190℃,吹脹比為3.0為宜。(文章來源于網(wǎng)絡(luò))

















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













