摘要:為了提高競爭力,近年來家電產(chǎn)品的品質(zhì)不斷提高,而對注塑件的外觀要求也不斷提高。甚至對一些外觀注塑產(chǎn)品的進(jìn)膠口斷裂效果也有嚴(yán)格的要求,本文就使用模內(nèi)熱切技術(shù)改善家電注塑產(chǎn)品澆口的分離效果進(jìn)行實(shí)踐和研究。
1 引言
使用模內(nèi)熱切技術(shù)自動(dòng)切斷澆口,可以減輕澆口斷裂對注塑件外觀完整性的破壞。對于傳統(tǒng)的注塑件而言,進(jìn)膠口是注塑模具必定存在的特征,熔融膠料通過這里進(jìn)入到型腔中進(jìn)行填充,注塑件與澆口冷卻后由外力直接進(jìn)行分離,此時(shí)在分理處會(huì)形成物理缺口或殘料,會(huì)破壞掉注塑件外觀的完整性,所以澆口一般設(shè)置在不起眼的地方。但隨著外觀要求的不斷提高,有缺口或殘料的外觀已經(jīng)不為客戶所接受,即使是放在不起眼的地方也不行。如果使用人工進(jìn)行修削的話,生產(chǎn)效率會(huì)大大降低,而且品相會(huì)參差不齊。針對這個(gè)問題,我們使用模內(nèi)熱切技術(shù)進(jìn)行改善。
2 澆口料與注塑產(chǎn)品自動(dòng)分離動(dòng)作基本原理
2.1 模內(nèi)切裝置基本構(gòu)成與系統(tǒng)布局
如圖1、2所示,一般模內(nèi)切裝置主要由下列關(guān)鍵部件組成:
切刀:主要負(fù)責(zé)分離澆口料,一般使用SKH51做熱處理加硬。
導(dǎo)向塊:與切刀配合實(shí)現(xiàn)導(dǎo)向及產(chǎn)品成型,一般使用S136做熱處理加硬。
微型油缸:承受高油壓推動(dòng)切刀向上動(dòng)作。
復(fù)位彈簧:當(dāng)切刀向上完成切斷動(dòng)作后,系統(tǒng)進(jìn)行泄壓,此時(shí)復(fù)位彈簧施力切刀復(fù)位。
行程開關(guān):設(shè)置于分型面,用于給高壓時(shí)序控制器發(fā)送開合模信號(hào)。
高壓時(shí)序控制器:輸出高壓油,通過高壓油管和模具油路給微型油缸供力及控制動(dòng)作實(shí)施時(shí)間。
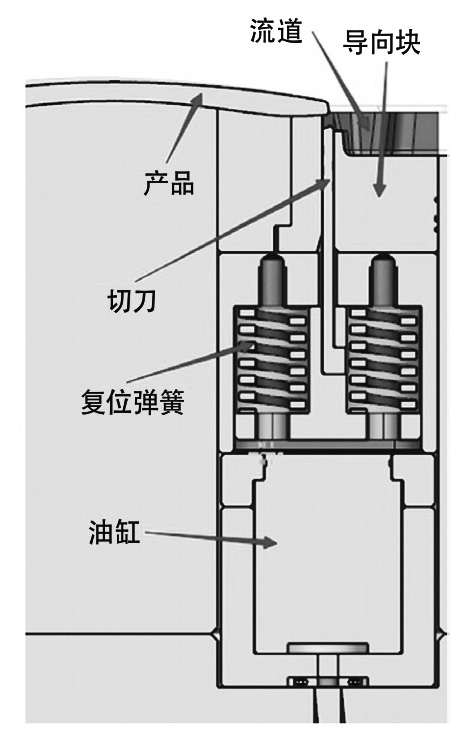
圖1 模內(nèi)切裝模內(nèi)結(jié)構(gòu)
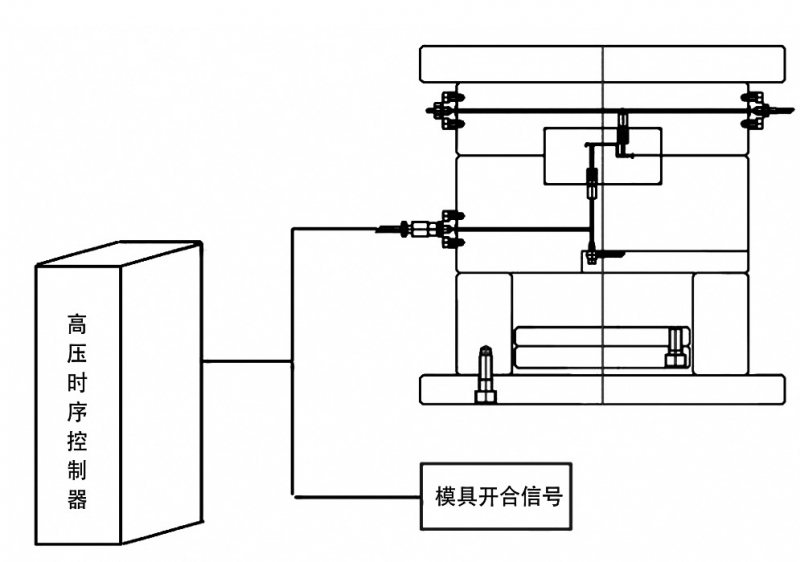
圖2 模內(nèi)切系統(tǒng)布局
2.2 基本原理與動(dòng)作實(shí)現(xiàn)
注塑產(chǎn)品射膠—保壓期間,利用高壓時(shí)序控制器提供高壓油路推動(dòng)微型油缸,微型油缸推動(dòng)切刀頂出切斷產(chǎn)品澆口料,也就是在產(chǎn)品注塑成型的過程中進(jìn)行分離。依據(jù)產(chǎn)品級(jí)模具結(jié)構(gòu)不同,可以調(diào)整高壓時(shí)序控制器及刀具形狀, 最終達(dá)到最佳的分離效果。
3澆口設(shè)計(jì)
使用模內(nèi)熱切的澆口與傳統(tǒng)澆口有些區(qū)別,常用的有牛角澆口轉(zhuǎn)切口和側(cè)進(jìn)澆口轉(zhuǎn)切口兩種,設(shè)計(jì)方面需要注意以下問題:
3.1 澆口的大小設(shè)計(jì)
澆口的大小對注塑產(chǎn)品的澆注效果影響很大,在兼顧澆注效果的同時(shí),也需滿足切刀的標(biāo)準(zhǔn)化和可換性問題。對于澆口的長度和寬度,需要按澆注需求選擇接近規(guī)格的切刀型號(hào)。對于澆口的厚度,依據(jù)模內(nèi)切裝置高壓油缸的行程值(可穩(wěn)定切斷的狀態(tài)),可在0~4mm之間選擇和調(diào)整。
3.2 溢料槽的設(shè)計(jì)
由于需要擠壓剪切實(shí)現(xiàn)分離澆口料,必須設(shè)計(jì)溢料槽分流由于切刀擠壓成型產(chǎn)生位移的塑料,避免澆口局部塑料密度增大而導(dǎo)致切刀過快磨損或者切不干凈。溢料槽通常為切刀外側(cè)面(內(nèi)側(cè)面為注塑產(chǎn)品)一個(gè)比流道寬的槽位,參考尺寸為:寬度=流道寬+5mm,高度與流道等高。各相接棱邊必須倒好R角,做到各面圓滑過渡,同時(shí)需要做大出模角度,防止局部粘模而導(dǎo)致水口料頂出不平衡。
4 應(yīng)用場合
模內(nèi)熱切應(yīng)用場合非常廣泛,適用于側(cè)水口,搭接式水口,大型扇形水口,環(huán)形水口,潛水口,牛角水口等均可應(yīng)用(如圖3)。刀口形狀根據(jù)澆口形狀變化而變化,同時(shí)依據(jù)不同的澆口在刀口上的投影面積計(jì)算分離澆口是需要的力量來選擇應(yīng)用高壓油缸的大小和數(shù)量。
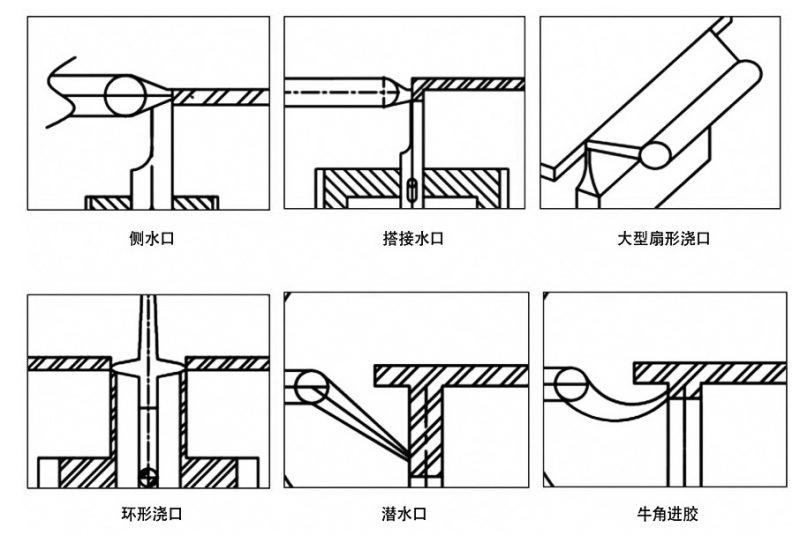
圖3 可應(yīng)用模內(nèi)熱切的澆口類型
5 效果改善
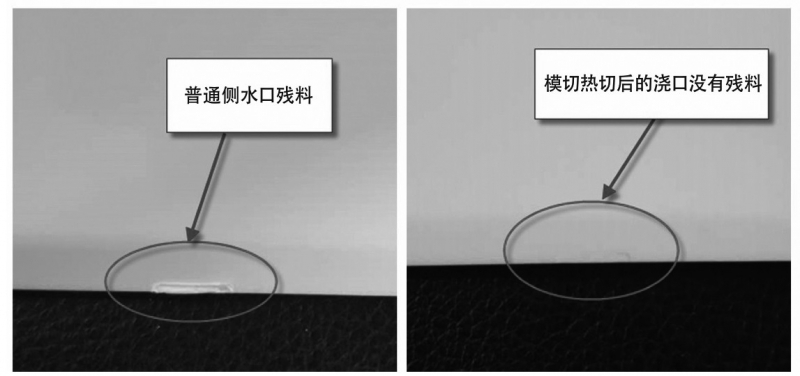
由于切刀實(shí)際上也承擔(dān)一部分成型的作用,所以分離水口料過程也是擠壓成型過程,塑料產(chǎn)品上除了存在切刀和導(dǎo)向塊的鑲拼線外,沒有殘料產(chǎn)生。由于澆口分離處與產(chǎn)品共面,雖然有手感,但對產(chǎn)品外觀的影響是不明顯的。如圖4對比,左圖產(chǎn)品應(yīng)用普通側(cè)水口的情況下,使用手工去除側(cè)水口后,產(chǎn)品表面存在粗糙而泛白的殘料區(qū),而且R角外觀特征已呈殘缺狀。右圖產(chǎn)品應(yīng)用模內(nèi)熱切分離澆口后,沒有殘料,外觀面與切口同樣光滑,色澤無明顯差異,外邊緣R角特征完整。鑲拼線的效果在產(chǎn)品上顯示并不明顯,高低臺(tái)階在0.05mm以下,在圖紙上表達(dá)如圖5所示。
圖4 應(yīng)用效果前后對比
圖5 圖紙上的鑲拼線效果
6 可制造性考慮
由于澆口料在模具頂出前就已經(jīng)與塑料制件分離,所以批量生產(chǎn)過程中需要考慮澆口料的頂出與取件。一般牛角澆口分離后經(jīng)頂出可以自動(dòng)彈出后落下,但有無序彈飛的風(fēng)險(xiǎn),側(cè)進(jìn)澆口分離后經(jīng)頂出有可能粘付在頂針上,需多次頂出才能自動(dòng)落下。所以建議澆口料設(shè)計(jì)工藝圓盤或取料柄, 與注塑產(chǎn)品一起使用機(jī)械手抓取,這樣可以保證批量生產(chǎn)過程穩(wěn)定可靠。
7 存在的不足及問題
7.1 切刀與鑲件摩擦產(chǎn)生黑粉
由于切刀在動(dòng)作過程中承受流道施予的側(cè)向注塑壓力,在生產(chǎn)過程中容易因摩擦而產(chǎn)生黑粉。這些黑粉隨流道進(jìn)入產(chǎn)品,在刀口周邊形成一條黑線,會(huì)造成不合格件產(chǎn)生,特別是生產(chǎn)白色高光產(chǎn)品時(shí)更為明顯,目前主要是通過刀口鍍鈦合金來解決。目前經(jīng)過生產(chǎn)驗(yàn)證,鍍鈦處理后的切刀,可連續(xù)生產(chǎn)20萬次以上。
7.2 漏油
由于系統(tǒng)采用超高壓油壓系統(tǒng),輸出壓力可達(dá)800~1000kg/平方厘米,所以對油路及油缸處的封油效果有特別要求,否則生產(chǎn)過程中容易造成漏油現(xiàn)象。目前在油路端采用金屬密封圈封油,而在油缸端采用進(jìn)口密封圈封油,可確保長期生產(chǎn)。
7.3 澆口有應(yīng)力痕或切不干凈
由于是在注塑過程中,塑料未冷卻時(shí)進(jìn)行壓切動(dòng)作, 當(dāng)壓切的量較大,或者壓切的時(shí)間不當(dāng)?shù)臅r(shí)候,容易造成澆口表面產(chǎn)生應(yīng)力痕不良。目前主要是通過調(diào)整壓切行程和壓切時(shí)間去改善。生產(chǎn)應(yīng)用證明,一般高光家電模具上(ABS和HIPS材料),刀口動(dòng)作行程控制在0.8mm以下,刀口動(dòng)作后與前模腔間隙控制在0.02mm~0.005mm的情況下,通過調(diào)節(jié)壓切時(shí)間T1,可實(shí)現(xiàn)良好的切斷效果,同時(shí)不影響注塑效果。
7.4 切刀卡死及披鋒
當(dāng)切刀與導(dǎo)向塊的配合不合格的時(shí)候,容易造成切刀卡死或披鋒產(chǎn)生。目前主要是靠加工精度和反復(fù)調(diào)試、磨合控制。
8 總結(jié)
模內(nèi)時(shí)序控制技術(shù)是模具行業(yè)未來色趨勢,是生產(chǎn)自動(dòng)化的起點(diǎn)。模內(nèi)熱切技術(shù)既可改良了澆口分離效果,又可滿足澆口的自動(dòng)分離,從而促進(jìn)了模具的自動(dòng)化水平。就目前模內(nèi)熱切技術(shù)而言,在家電模具上的應(yīng)用還不算普及和成熟,特別是穩(wěn)定性、可靠性方面更需要改進(jìn),就像當(dāng)年熱流道技術(shù)普及過程一樣,還需要不斷摸索和改善,最終成為一種成熟可靠的技術(shù)。
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





