摘要:結(jié)合“工業(yè)4.0”提出的智能化生產(chǎn)模式,重點研究并設(shè)計了一套橡塑機遠(yuǎn)程智能監(jiān)測系統(tǒng).以ARM 芯片為主控制芯片設(shè)計了GPRS無線通用收發(fā)模塊,該模塊與橡塑機PLC控制器互聯(lián),接收PLC傳感器采集的溫度數(shù)據(jù)和設(shè)備運行狀態(tài),通過GPRS傳送到云服務(wù)平臺.該智能監(jiān)測系統(tǒng)可通過遠(yuǎn)程測控實時監(jiān)測橡塑機加工溫度,其短信報警功能可讓設(shè)備生產(chǎn)廠家及時了解設(shè)備的異常情況,系統(tǒng)的故障報修模塊可對工作人員現(xiàn)場排除故障作出安排并記錄過程,相關(guān)服務(wù)信息可通過計算機客戶端或手機客戶端查閱。
“工業(yè)4.0”被認(rèn)為是以智能制造為主導(dǎo)的第四次工業(yè)革命.該戰(zhàn)略旨在通過充分利用信息通訊技術(shù)和網(wǎng)絡(luò)空間虛擬系統(tǒng)相結(jié)合的手段,將制造業(yè)向智能化轉(zhuǎn)型.“工業(yè)4.0”項目主要分為兩大主題:一是“智能工廠”,重點研究智能化生產(chǎn)系統(tǒng)及過程,以及網(wǎng)絡(luò)化分布式生產(chǎn)設(shè)施的實現(xiàn);二是“智能生產(chǎn)”,主要涉及整個企業(yè)的生產(chǎn)物流管理、人機互動以及3D技術(shù)在工業(yè)生產(chǎn)過程中的應(yīng)用等。
精密橡塑制品應(yīng)用廣泛,如汽車的關(guān)鍵零部件等.精密橡塑制品的生產(chǎn)一般是由橡塑機將橡膠原料加熱到一定溫度后用模具壓制成品.在實際生產(chǎn)中,對橡塑機加熱溫度的控制非常重要,如溫度達(dá)不到要求則極易出現(xiàn)殘次品.此外,橡塑機在使用的過程中可能因為操作不當(dāng)或長時間運轉(zhuǎn)導(dǎo)致異常情況發(fā)生,而生產(chǎn)廠家往往因不能及時了解這些異常情況,無法采取相應(yīng)措施,而導(dǎo)致設(shè)備損壞.因此,生產(chǎn)過程中設(shè)備的穩(wěn)定運行是設(shè)備使用企業(yè)和生產(chǎn)廠家都十分關(guān)心的問題.針對上述問題,本文重點對 “工業(yè)4.0”的智能化生產(chǎn)模式展開研究,設(shè)計了一套橡塑機智能監(jiān)測系統(tǒng),以便于用戶通過遠(yuǎn)程測控實時監(jiān)測橡塑機加工溫度,同時方便相關(guān)廠家及時準(zhǔn)確掌握設(shè)備運轉(zhuǎn)狀況。
1.系統(tǒng)總體結(jié)構(gòu)設(shè)計
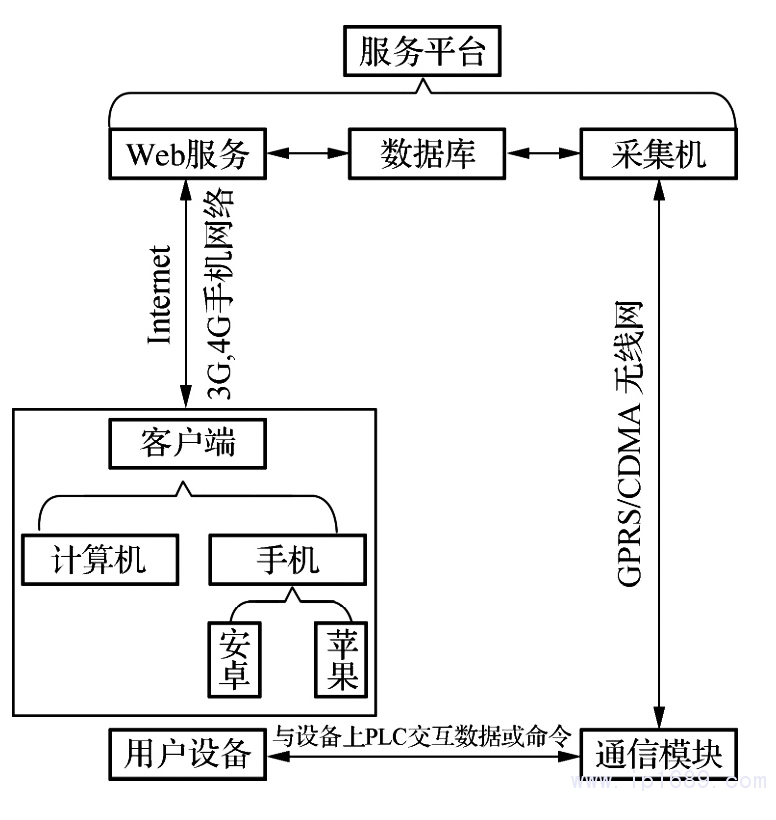
橡塑機遠(yuǎn)程智能監(jiān)測系統(tǒng)由服務(wù)平臺、通信模塊和客戶端構(gòu)成[1],其總體結(jié)構(gòu)如圖1所示。
圖1 系統(tǒng)總體結(jié)構(gòu)
服務(wù)平臺由3部分構(gòu)成,分別為 WeB服務(wù)、數(shù)據(jù)庫、采集機.WeB服務(wù)提供包括 GIS設(shè)備導(dǎo)航、設(shè)備建模與在線增刪、動畫演示、短信報警等在內(nèi)的多種功能[2],可通過 GPRS/CDMA,InTeRneT,3G/4G手機網(wǎng)絡(luò)[3]實現(xiàn)分布于不同地方的設(shè)備、計算機系統(tǒng)、手機以及廠家、用戶等之間的信息交互,達(dá)到監(jiān)測和控制設(shè)備的目的.通信模塊采用 ARM 芯片作為主控制芯片,該模塊從橡塑機設(shè)備上的PLC獲取溫度和設(shè)備運行狀態(tài)等數(shù)據(jù)[4],然后再通過 GPRS傳送到服務(wù)平臺,由服務(wù)器程序的采集機模塊負(fù)責(zé)接收并保存到服務(wù)平臺數(shù)據(jù)庫[5].客戶端包括電腦客戶端和手機客戶端,手機客戶端程序同時支持主流的 AndRoId系統(tǒng)和IOS系統(tǒng)。
2.硬件設(shè)計
2.1 主控模塊設(shè)計
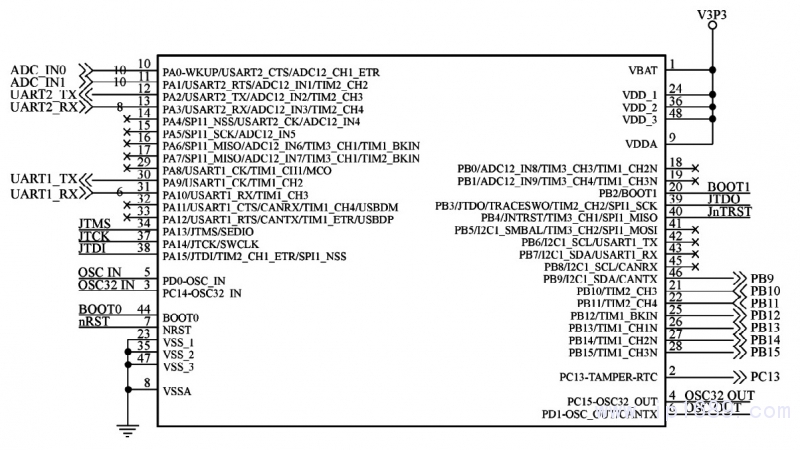
通信模塊的主控制器采用STM32系列32位ARM 微控制器STM32F1O3C8T6,內(nèi)核是 CoRTeX-M3,最高工作頻率是72MHz,支持單周期乘法和硬件除法功能,其電路如圖2所示.其中,1O,11腳接2路模擬輸入信號,采集橡塑機加熱板的溫度;21,22腳接2路數(shù)字輸入信號,采集橡塑機運行和故障狀態(tài)開關(guān)量;25,26腳接2路數(shù)字輸出信號,對橡塑機進(jìn)行啟、停控制;12,13腳接RS485通信接口芯片,用來和上位機進(jìn)行 485 通信;3O,31 腳接GPRS通信模塊的29,3O腳,通過 UART口將采集到的橡塑機狀態(tài)數(shù)據(jù)發(fā)送給GPRS模塊。
2.2.無線收發(fā)模塊設(shè)計
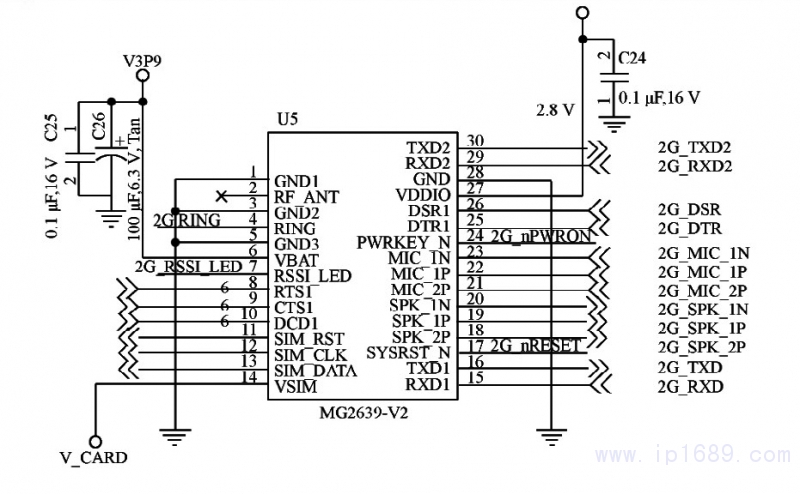
無線收發(fā)模塊電路設(shè)計原理如圖3所示.通信模塊無線收發(fā)部分采用芯片 MG2639,該芯片是中興 通 訊 研 制 的 GSM85O/EGSM9OO/DCS18OO/PCS19OO四頻工業(yè)模塊,可實現(xiàn)無線數(shù)據(jù)高速傳輸.其中,7腳RSSI_LED內(nèi)部下拉,為普通I/O,電流驅(qū)動能力較弱,此處通過增加一個三極管S8O5O來驅(qū)動LED燈,起到網(wǎng)絡(luò)信號指示的作用.17腳為復(fù)位管腳,需要拉低5OOMS,可對 MG2639進(jìn)行復(fù)位,復(fù)位信號由主控制器的27腳I/O 口發(fā)出.24腳為PWRKEY管腳,通過給一個持續(xù)時間2~5S的低電平脈沖模塊即可開機.29,3O腳接主控制器的UART接口,用于發(fā)送 AT指令、傳輸數(shù)據(jù)業(yè)務(wù)、升級模塊軟件等,通信速率設(shè)置為192OOB/S。
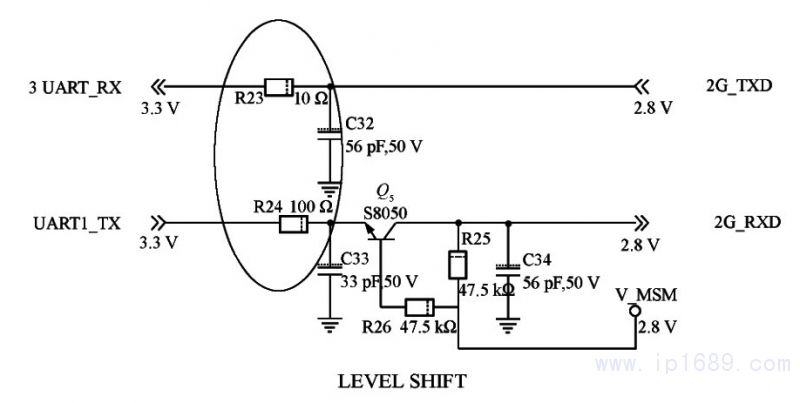
由于模塊輸出I/O 口電平為2.8V,與 MCU的 UART口連接需要進(jìn)行電平轉(zhuǎn)換,因此三極管選擇普通小功率開關(guān)管即可.UART電平轉(zhuǎn)換電路如圖4所示。
圖2 主控制模塊電路原理
圖3 無線收發(fā)模塊電路原理
圖4 UART電平轉(zhuǎn)換電路原理
由于無線收發(fā)模塊的11~14管腳接SIM卡電路,故SIM卡電路在PCB布線設(shè)計時應(yīng)盡可能靠近模塊,以防止其他干擾源干擾SIM卡讀寫.另外,SIM卡的設(shè)計需要滿足ESD電氣性能,為防止損壞SIM卡可在4路SIM卡信號上都加TVS器件 同時在進(jìn)行 Layout時信號線需經(jīng)TVS器件進(jìn)入模塊的基帶處理器,防止損壞模塊.UIM卡接口速率典型值在3.25MHz左右,因此USIM卡座應(yīng)處于距離模塊接口較近的位置,避免因走線過長(走線應(yīng)不超過1OOMM)導(dǎo)致波形嚴(yán)重變形而影響通信。
2.3.輸入與輸出模塊設(shè)計
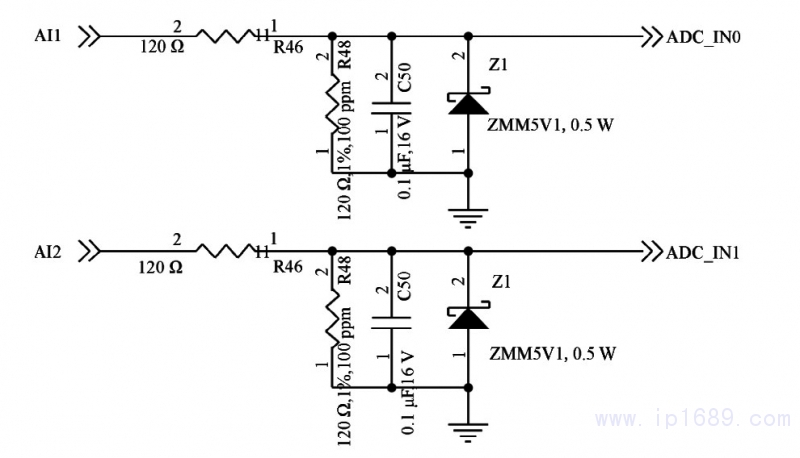
圖5 所示為模擬量輸入單元,ADC_INO 接STM32F1O3C8T6單片機第1O管腳,ADC_IN1接第11管腳,兩者通過 AI1和 AI2口輸入來采集橡塑機加熱板的溫度數(shù)據(jù).前一級采用溫度變送器將橡塑機PLC端采集的溫度數(shù)據(jù)調(diào)理到4~2OMA范圍,溫度與調(diào)理后的電壓是線性關(guān)系:OV對應(yīng)-2OO℃;5V對應(yīng)13OO℃.然后通過AI口送入控制器ADC_INN口.ZMM5V1是穩(wěn)壓二極管,起過壓保護(hù)作用。
圖5 模擬量輸入單元電路原理
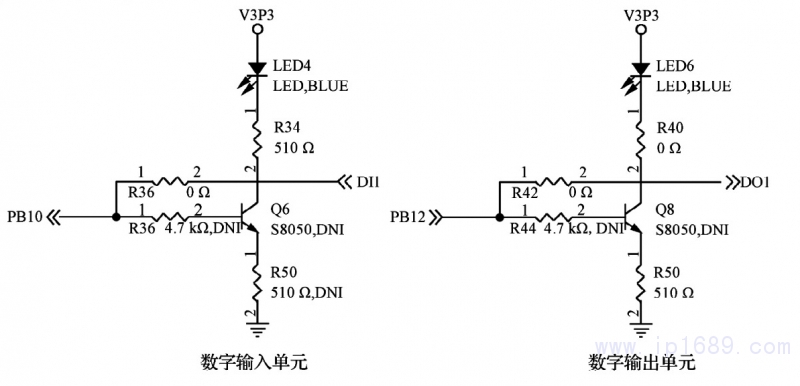
數(shù)字輸入和輸出單元采用三極管(貼片s8050封裝)作開關(guān)電路(如圖 6 所示)包括輸入和輸出電路,模塊設(shè)置2個數(shù)字量輸入口,用來采集橡塑機運行和故障狀態(tài)開關(guān)量;設(shè)置2個數(shù)字量輸出口,用于橡塑機的啟、停控制。
圖 6 數(shù)字輸入和輸出模塊電路原理
2.4.電源模塊設(shè)計
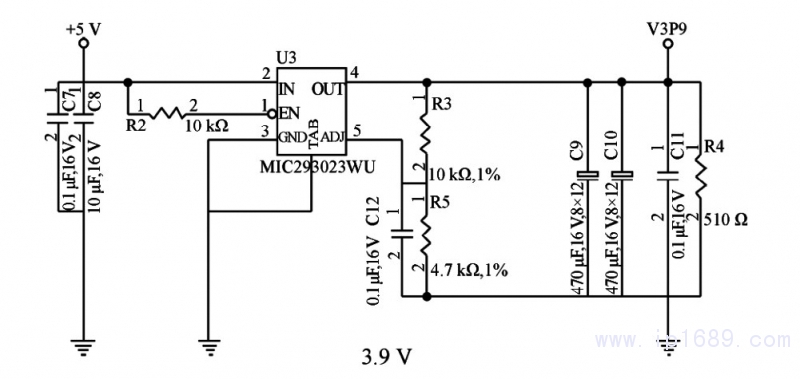
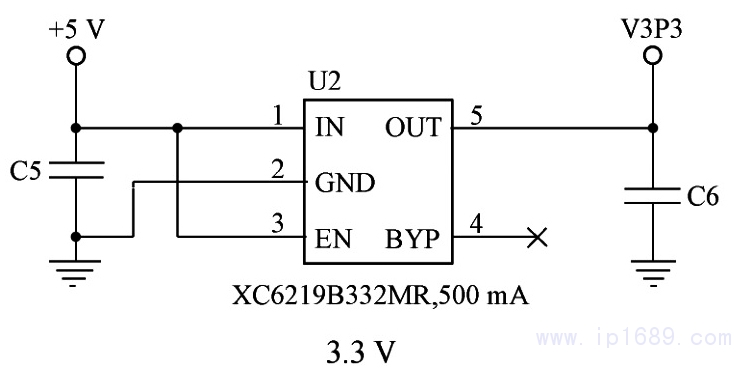
3.9V 電源模塊(如圖7所示)采用 MIC293O2電源轉(zhuǎn)換芯片外加電容電阻組成 3.9V 穩(wěn)壓電路,1腳是使能端,高電平有效; 2腳+5V 輸入;4 腳輸出穩(wěn)定的3.9V 電壓,為 GPRS芯片 MG2639提供電源.3.3V電源供電模塊(如圖8所示)采用電源轉(zhuǎn)換芯片XC6219B332MR,電容C5用于輸入端濾波,電容C6 用于輸出端濾波,為 STM32 主控制器、485接口電路和數(shù)字量輸入輸出電路提供電源。
圖7 3.9V電源模塊供電電路原理
3.軟件設(shè)計
3.1.下位機軟件設(shè)計
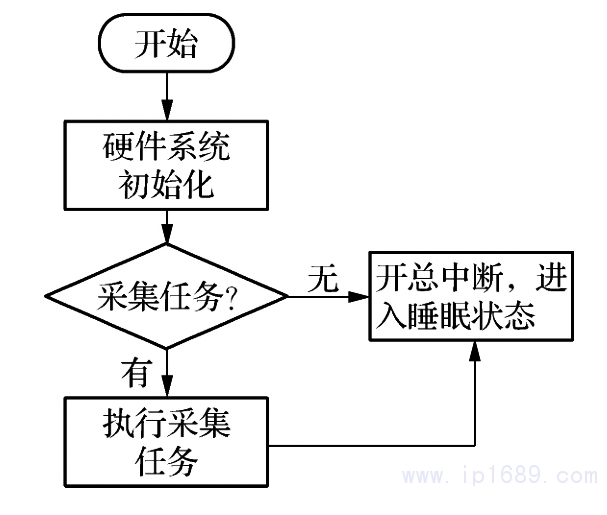
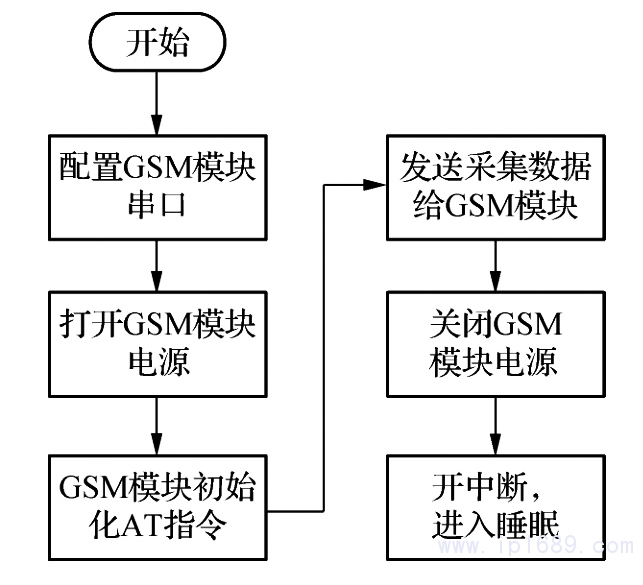
圖9所示為主控制模塊工作流程.模塊上電復(fù)位后,首先進(jìn)行系統(tǒng)硬件初始化工作;完成初始化后,模塊的采集單元定時采集橡塑機的溫度數(shù)據(jù)和設(shè)備運行狀態(tài),并通過 GPRS模塊傳送到云服務(wù)平臺[6].圖10所示為 GPRS通信流程.GPRS模塊上電后,首先對串口進(jìn)行配置并開啟 GSM 模塊電源; 電源打開后, 模塊初始化AT指令,接著接收GSM主控制發(fā)送的采集數(shù)據(jù)并上傳到采集機模塊;完成數(shù)據(jù)發(fā)送后,關(guān)閉 GSM 模塊電源并開中斷進(jìn)入睡眠模式,等待下一次喚醒。
圖8 3.3V電源模塊供電電路原理
圖 9 主控制模塊工作流程
圖1O GPRS通信流程
3.2 上位機軟件設(shè)計
上位機服務(wù)平臺(見圖11)設(shè)計有數(shù)據(jù)服務(wù)中心(DSC軟件.DSC通過 GPRS通訊模塊與生產(chǎn)設(shè))備通訊,一方面采集生產(chǎn)設(shè)備的溫度以及其他實時工況上報給服務(wù)平臺,另一方面將服務(wù)平臺的指令下達(dá)給生產(chǎn)設(shè)備.DSC 與 GPRS 通訊模塊借助GPRS通訊網(wǎng)絡(luò)交互信息,由通訊模塊向DSC提出申請建立 TCP鏈接.交互信息的格式采用標(biāo)準(zhǔn)的MODBUSRTU 協(xié)議[7].該平臺程序是主動方式,可以同時接收多臺下位機模塊發(fā)送的數(shù)據(jù),數(shù)量由架設(shè)的服務(wù)器性能決定,提供包括 GIS硫化橡塑機設(shè)備導(dǎo)航、硫化橡塑機建模與在線增刪、動畫演示、短信報警等在內(nèi)的多項功能。
圖11 服務(wù)平臺
4.測試結(jié)果及分析
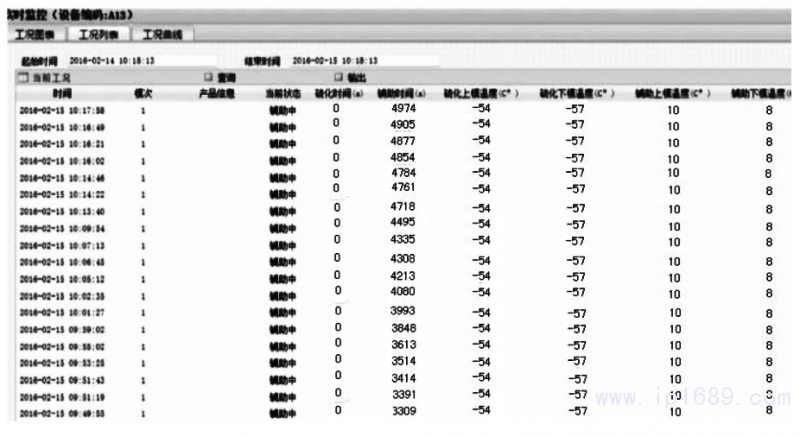
圖12所示為硫化橡塑機的工況測試信息界面.該界面可通過圖表、列表和工礦曲線的形式實時顯示每臺硫化橡塑機的工礦信息,工況信息包括硫化時間、輔助時間以及硫化上、下模溫度等指標(biāo).通過這些數(shù)據(jù),管理人員可實時監(jiān)控生產(chǎn)過程中的硫化機溫度,降低工人因為人為失誤或懈怠出現(xiàn)的殘次品概率,嚴(yán)格把控硫化產(chǎn)品質(zhì)量。
圖12 硫化橡塑機的工礦測試信息界面
5.總結(jié)
本文研究并設(shè)計了一種橡塑機智能監(jiān)測系統(tǒng). 該智能監(jiān)測系統(tǒng)提供的遠(yuǎn)程測控可實時監(jiān)測橡塑機加工溫度,使設(shè)備生產(chǎn)廠家及時了解設(shè)備異常情況, 系統(tǒng)提供的故障報修模塊可通過 GPRS /CDMA,InTeRne,T3G/4G手機網(wǎng)絡(luò)實現(xiàn)分布于不同地方的設(shè)備、計算機系統(tǒng)、手機以及廠家、用戶之間的信息交互,達(dá)到監(jiān)測和控制設(shè)備的目的,增強了云計算服務(wù)的可靠性,具有較好的推廣和應(yīng)用前景。

























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





