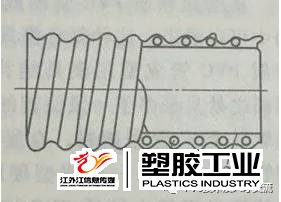
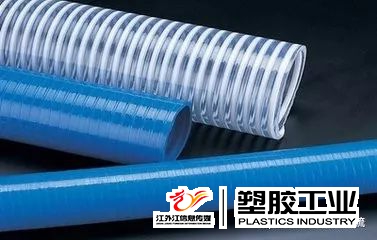
硬質(zhì)聚氯乙烯螺旋增強(qiáng)PVC軟管是一種用硬質(zhì) PVC圓條纏繞成螺旋狀,復(fù)合在軟質(zhì)PVC管內(nèi)成型的增強(qiáng)管,其結(jié)構(gòu)如圖所示。
上圖中1是硬質(zhì)PVC螺旋條,2是軟質(zhì)PVC管壁
由于PVC軟管內(nèi)有了硬質(zhì)PVC圓條螺旋作骨架,從而提高了軟質(zhì)PVC管的剛度和工作強(qiáng)度。這樣,螺旋增強(qiáng)PVC 管就可以輸送有一定壓力的液體,另外這種管還具有耐腐蝕、易彎曲等優(yōu)點。在某些領(lǐng)域它可以代替橡膠管或鋼管輸送液體、氣體和粒狀固體;也可以替代金屬軟管作機(jī)電設(shè)備中的電纜護(hù)套等。
⑴原料與配方
硬質(zhì)聚氯乙烯螺旋增強(qiáng)軟質(zhì)PVC管中的硬質(zhì)聚氯乙烯螺旋條成型用料參考配方:
PVC 100,鈣鋅穩(wěn)定劑3.8,輕質(zhì)碳酸鈣10,石蠟0.5,硬脂酸0.6,CPE 5.0,ACR 1.0,鈦白粉1.5
和軟質(zhì)PVC管成型用料配方:
PVC 100,鋇鉻鋅液體穩(wěn)定劑1.2-1.5,DOP 60,環(huán)氧大豆油5.0,硬脂酸0.3,70S 0.25
⑵成型設(shè)備
硬質(zhì)聚氯乙烯螺旋增強(qiáng)PVC軟管的擠出成型,由于制品是用兩種性能不同的PVC制品復(fù)合成型,生產(chǎn)時,兩種制品的不同配方原料分別在兩臺混合機(jī)中配混,然后又分別在兩臺擠出機(jī)中塑化熔融。擠出的熔融態(tài)料分別從成型模具的兩個入口擠入成型硬質(zhì)聚氯乙烯螺旋增強(qiáng)PVC 軟管的模具中,復(fù)合成型管坯。兩臺擠出機(jī)的規(guī)格選擇,由于成型復(fù)合管時軟質(zhì)PVC 料比硬質(zhì)PVC 料用料量大,所以選取擠塑軟質(zhì)PVC 料用擠出機(jī)規(guī)格應(yīng)大于擠塑硬質(zhì)PVC 料用擠出機(jī)規(guī)格。擠出機(jī)中螺桿的結(jié)構(gòu)形式與擠塑普通聚氯乙烯制品用螺桿的結(jié)構(gòu)形式完全相同。
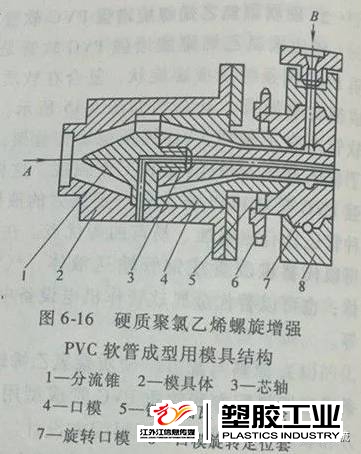
上圖中A是軟質(zhì)PVC熔料進(jìn)口B是硬質(zhì)PVC熔料進(jìn)口
從增強(qiáng)軟質(zhì)PVC管的成型模具結(jié)構(gòu)圖中可以看出,這種復(fù)合模具結(jié)構(gòu)和普通硬質(zhì)PVC 管成型用模具結(jié)構(gòu)基本相同,不同之處只是多了一段旋轉(zhuǎn)的口模。擠出的軟質(zhì)PVC管用熔料,在復(fù)合模具中成型管坯時,由另一臺成型硬質(zhì)PVC螺旋條的擠出機(jī)擠出硬質(zhì)PVC熔料條,從轉(zhuǎn)動的口模側(cè)進(jìn)入軟質(zhì)PVC管坯內(nèi),由于口模的旋轉(zhuǎn),使硬質(zhì)PVC條纏繞在軟質(zhì)PVC管坯圓周上,同時隨向前移動的管坯移動,由于有較大流量的軟質(zhì)PVC熔料受成型模具內(nèi)壓力作用,則在向前移動時,沒有出口模前軟質(zhì)PVC熔料把硬質(zhì)PVC螺旋條完全包容,成型完整的硬質(zhì)聚氯乙烯螺旋軟質(zhì)PVC管的管坯,被擠出口模,成型螺旋管。
⑶成型工藝
硬質(zhì)聚氯乙烯螺旋增強(qiáng)PVC 軟管中的兩種制品用原料的配混配混要分別在兩臺高速混合機(jī)中進(jìn)行,生產(chǎn)操作方法和原料配混工藝溫度與普通硬質(zhì)、軟質(zhì)PVC制品的原料配混工藝溫度和操作方法完全相同。
兩臺擠出機(jī)分別擠塑兩種制品用原料成熔融態(tài)的塑化溫度和在模具中的成型溫度也和擠出機(jī)擠塑普通硬質(zhì)、軟質(zhì)PVC制品用料的擠塑工藝溫度相同。生產(chǎn)時可參照普通PVC硬、軟管成型工藝溫度條件進(jìn)行調(diào)試。
⑷硬質(zhì)聚氯乙烯螺旋增強(qiáng)PVC 軟管擠出成型注意事項
①硬質(zhì)聚氯乙烯螺旋增強(qiáng)PVC 軟管復(fù)合成型用硬、軟兩種PVC制品用料的擠出熔料要與成型用料量匹配。擠出硬質(zhì)PVC條用擠出機(jī)螺桿的轉(zhuǎn)速,應(yīng)視擠出軟質(zhì)PVC熔料成型管坯的流速,擠出相應(yīng)的硬質(zhì)PVC條成型用料量,和軟質(zhì)PVC管坯成型流速協(xié)調(diào)。
②口模旋轉(zhuǎn)用整流子電動機(jī)(或直流電動機(jī)),通過減速箱減速后由鏈條傳動帶動,口模的旋轉(zhuǎn)速度可調(diào)。調(diào)整口模轉(zhuǎn)速時、應(yīng)按硬質(zhì)PVC條的纏繞螺距尺寸來調(diào)整。工作時,口模的旋轉(zhuǎn)速度應(yīng)平穩(wěn)。
③轉(zhuǎn)動口模的內(nèi)圓表面開有半圓形螺旋溝槽,是用來成型增強(qiáng)管的外圓螺旋形的。這個半圓形螺旋槽的深度應(yīng)由管材的壁厚和硬質(zhì)PVC螺旋條的直徑尺寸來決定。要保證軟質(zhì)PVC熔抖能全面包容硬質(zhì)PVC條和成型管的外螺旋用料。
④注意旋轉(zhuǎn)口模內(nèi)圓各工作面的光潔度和與芯軸的同心度精度要求,兩零件成型制品用工作面的表面粗糙度Ra 應(yīng)不大于0.25um。⑤口模工作時長時間旋轉(zhuǎn),要注意此處兩零件相互運動的密封,應(yīng)用耐磨、耐高溫密封墊圈 (如石墨或聚四氟乙烯密封墊),以防止此處有熔料擠出,影響生產(chǎn)。(文章來源于網(wǎng)絡(luò))
?
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





