李耀虎
(武漢紡織大學(xué), 湖北 武漢 430200)
摘 要:如今復(fù)合材料的諸多優(yōu)勢(shì)已經(jīng)被慢慢發(fā)掘,而隨著復(fù)合材料的發(fā)展,復(fù)合材料模具的選擇就成為制作高質(zhì)量復(fù)合材料的關(guān)鍵,相比于其他復(fù)合材料模具,復(fù)合材料模具以其低的熱膨脹系數(shù),質(zhì)量輕、熱容小等優(yōu)點(diǎn)慢慢開始用于制造復(fù)合材料,雖然復(fù)合材料模具目前仍然存在一些問(wèn)題,但在將來(lái),隨著新材料的發(fā)現(xiàn),成本的降低等,復(fù)合材料模具將被廣泛運(yùn)用于制造復(fù)合材料產(chǎn)品。
關(guān)鍵詞:復(fù)合材料 復(fù)合材料模具 金屬模具 碳纖維復(fù)合材料 復(fù)合材料模具工藝
引言
復(fù)合材料因其良好的力學(xué)性能和本身的特點(diǎn)受到各個(gè)領(lǐng)域的青睞,而隨著復(fù)合材料的發(fā)展,越來(lái)越多的復(fù)合材料零件出現(xiàn)結(jié)構(gòu)復(fù)雜,精密度要求高的特點(diǎn),而傳統(tǒng)的模具已經(jīng)開始無(wú)法滿足高要求的構(gòu)件,而由于復(fù)合材料相近的熱膨脹系數(shù),低密度等的特點(diǎn),復(fù)合材料模具開始成為構(gòu)件制作的選擇。研究復(fù)合材料模具的研究能夠更好地了解復(fù)合材料構(gòu)件的發(fā)展。
一、不同模具在復(fù)合材料制造中的優(yōu)缺點(diǎn)
鋁合金模具具有密度低,致密性好,良好的熱傳導(dǎo)性能,使得鋁合金升溫快,在構(gòu)件制造中能更好的加熱成型,但在制作復(fù)合材料構(gòu)件時(shí),由于其膨脹系數(shù)與復(fù)合材料的膨脹系數(shù)差異過(guò)大,導(dǎo)致在制造構(gòu)件時(shí)會(huì)產(chǎn)生較大內(nèi)應(yīng)力,使得復(fù)合材料產(chǎn)生變形,不利于復(fù)合材料構(gòu)件性能的穩(wěn)定性。機(jī)械加工合金鋼模具雖然具有良好的耐久性,并且熱膨脹系數(shù)比鋁合金低50%,但其質(zhì)量大、升溫性能低、溫度分布不均勻,容易產(chǎn)生應(yīng)力,因此難以用于制造高精度的復(fù)合材料制品。
鎳電鑄模具具有比合金鋼模具密度低,熱傳導(dǎo)性能好,熱升溫性能好,并且可以制造復(fù)雜型面的優(yōu)點(diǎn),但其模具本身的制備加工周期長(zhǎng),零件維修困難,其熱膨脹系數(shù)為 12.3×10- 6/℃,遠(yuǎn)高于復(fù)合材料的熱膨脹系數(shù),導(dǎo)致也不適用于制備高精度的碳纖維復(fù)合材料(熱膨脹系數(shù)為 2~4×10- 6/℃)和芳綸纖維復(fù)合材料制品[1]。
石墨模具的導(dǎo)熱率高,升溫效果好,雖然石墨的導(dǎo)熱速率沒(méi)有鋁合金和其他金屬模具高,但石墨模具的熱膨脹系數(shù)與芳綸纖維復(fù)合材料,碳纖維復(fù)合材料相匹配,因此適用于復(fù)合材料構(gòu)件的加工,其次石墨模具的熱質(zhì)量低,與復(fù)合材料相近,使得石墨模具在升溫時(shí)在單位體積內(nèi)所需要的熱量和復(fù)合材料相同,但石墨模具的強(qiáng)度和耐磨耗性低,脆性大,抗沖擊性能差,容易受到損傷,不利于制作大型或者復(fù)雜的型面,且其真空性差,成本高,制造周期較長(zhǎng),并且在大批量加工生產(chǎn)存在困難。
二、復(fù)合材料模具的優(yōu)點(diǎn)
(一)熱膨脹系數(shù)匹配良好
由于復(fù)合材料的熱膨脹系數(shù)小,因此在使用金屬模具的時(shí)候,由于金屬的熱膨脹系數(shù)太大而復(fù)合材料的熱膨脹系數(shù)較小,在加熱固化時(shí)可能會(huì)產(chǎn)生內(nèi)應(yīng)力,而復(fù)合材料模具由于也是用復(fù)合材料制成,使得復(fù)合材料模具與復(fù)合材料構(gòu)件的熱膨脹系數(shù)相差不大,能夠在固化的時(shí)候更加適應(yīng),減小殘余應(yīng)力的產(chǎn)生。因?yàn)樵诩訜峁袒臅r(shí)候,隨著溫度的升高,模具會(huì)受熱產(chǎn)生膨脹,進(jìn)而尺寸會(huì)發(fā)生變化,導(dǎo)致尺寸變大。因此制造尺寸也會(huì)隨著發(fā)生變化。當(dāng)固化完成后,隨著溫度的降低,模具和固化好的制件會(huì)發(fā)生收縮,若成型模具材料和制件材料的熱膨脹系數(shù)差距過(guò)大,使制品和模具之間產(chǎn)生內(nèi)應(yīng)力,則必然會(huì)使兩者見(jiàn)尺寸產(chǎn)生偏差,而當(dāng)模具是由復(fù)合材料制成時(shí),由于復(fù)合材料模具和制品的熱膨脹系數(shù)相匹配,使復(fù)合材料模具在熱膨脹和降溫收縮的過(guò)程中的尺寸變化對(duì)制品影響較小,對(duì)于制造構(gòu)件,熱膨脹系數(shù)不僅會(huì)對(duì)構(gòu)件的尺寸帶來(lái)影響,還會(huì)使構(gòu)件產(chǎn)生變形,脫模的問(wèn)題。
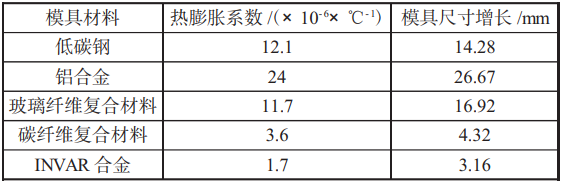
從構(gòu)件在加熱固化使模具和其構(gòu)件膨脹中可以知道,當(dāng)模具和構(gòu)件固化時(shí)熱膨脹系數(shù)相差過(guò)大時(shí),由于內(nèi)應(yīng)力的存在,將會(huì)對(duì)構(gòu)件的精密度,構(gòu)件的尺寸產(chǎn)生影響,使得所制得的構(gòu)件與設(shè)定的構(gòu)件產(chǎn)生偏差,構(gòu)件報(bào)廢。下頁(yè)表 1 為長(zhǎng)度為 7 m 的復(fù)合材料構(gòu)件在 200 ℃成型時(shí),幾種常見(jiàn)復(fù)合材料模具的熱膨脹系數(shù)和受熱時(shí)模具的增長(zhǎng)長(zhǎng)度,由表中可得,當(dāng)熱膨脹系數(shù)越大,其模具在加熱時(shí)尺寸變化就越大,對(duì)構(gòu)件的影響也越大,并且與低碳鋼和鋁合金相比,碳纖維復(fù)合材料的熱膨脹系數(shù)更低,因此在制作復(fù)合材料構(gòu)件時(shí)模具對(duì)構(gòu)件的影響更小。在制作復(fù)合材料構(gòu)件時(shí)應(yīng)選擇熱膨脹系數(shù)相匹配的材料。據(jù)報(bào)道,長(zhǎng)達(dá)18m的 Delta-Ⅲ型運(yùn)載火箭整流罩成型時(shí),就是用了復(fù)合材料模具才保證了其要求非常高的外形準(zhǔn)確性和尺寸精度。
表 1 常用模具材料的熱膨脹系數(shù)及其模具尺寸的增長(zhǎng)數(shù)據(jù)
表 1 是各種材料成型模具的熱膨脹系數(shù),從表中可知,鋁合金的熱膨脹系數(shù)最大。而 invar 合金的熱膨脹系數(shù)很小,用他做成型模具可以很好地與復(fù)合材料構(gòu)件的熱膨脹系數(shù)相匹配,得到較好的尺寸精度,這是最具有競(jìng)爭(zhēng)力的一種材料成型模具,但invar合金的缺點(diǎn)是加工較難,且價(jià)格昂貴。
(二)熱容小
復(fù)合材料模具的比熱容大,因此在單位質(zhì)量下,升高一度所需的熱量就越大,但由于復(fù)合材料的密度遠(yuǎn)小于金屬材料,導(dǎo)致在生產(chǎn)過(guò)程中,復(fù)合材料模具的質(zhì)量遠(yuǎn)小于金屬材料模具,使得模具的熱容比金屬材料更小,在實(shí)際生產(chǎn)過(guò)程中,由于復(fù)合材料熱容更小,導(dǎo)致復(fù)合材料模具所需的熱量就更少,能更加快速升溫讓構(gòu)件固化,在更短的時(shí)間內(nèi)完成生產(chǎn)加工,降低了工時(shí),節(jié)約了能源,節(jié)約了構(gòu)件生產(chǎn)成本。
(三)密度小
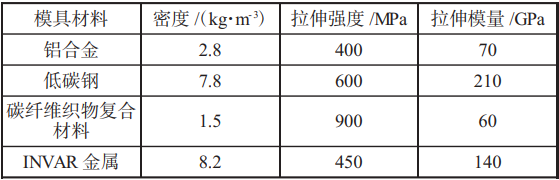
因?yàn)閺?fù)合材料的密度小,復(fù)合材料密度僅為鋼材的1/4左右,見(jiàn)表2。因此,用復(fù)合材料制造生產(chǎn)的模 具質(zhì)量都比較輕,因此在使用的過(guò)程中便于運(yùn)輸。且 由于碳纖維復(fù)合材料具有高強(qiáng)度,高模量,低密度等 特點(diǎn),所以用它制作的模具成型面厚度一般在6~9 mm之間,非常薄,即使是大型復(fù)雜的模具也非常輕,方便搬運(yùn)和使用[2]。
表 2 幾種常見(jiàn)模具材料的密度及拉伸強(qiáng)度
(四)尺寸熱穩(wěn)定性好
當(dāng)模具型面非常復(fù)雜且尺寸較大時(shí),若用金屬模具生產(chǎn)大型型面時(shí),由于金屬模具質(zhì)量大,使用過(guò)于笨重,鋁液充型時(shí)間過(guò)長(zhǎng),導(dǎo)致生產(chǎn)的構(gòu)件表面內(nèi)部有氣孔或者疏松等缺陷,降低了構(gòu)件的力學(xué)性能,也影響了復(fù)合材料構(gòu)件的氣密性。若采用復(fù)合材料模具生產(chǎn),由于合材料模具是由母模翻制而成,并且母模的生產(chǎn)加工難度遠(yuǎn)小于金屬材料,此外還可以在復(fù)合材料模具表面噴鍍金屬,降低了復(fù)合材料構(gòu)件表面的粗糙度。
三、復(fù)合材料模具存在的問(wèn)題
(一)工藝復(fù)雜
相比于金屬材料模具,復(fù)合材料模具在制造中需要母模,而在母模具的制造過(guò)程中,模具的選材受到制造成本和時(shí)間,幾何形狀、質(zhì)量、升溫速度和模具精度等影響,此外模具制造還需要較高的固化溫度和壓力,因此要求母模具在這樣的高溫高壓下保持穩(wěn)定,因此對(duì)復(fù)合材料的選擇提供了一定的困難。而復(fù)合材料在溫度越低時(shí),其內(nèi)應(yīng)力越小。為了減少?gòu)?fù)合材料模具的內(nèi)應(yīng)力,科學(xué)工作者研究出了多種低溫固化方法。
(二)表面硬度較低
相比于金屬材料模具,復(fù)合材料模具的表面硬度較低,當(dāng)受到碰撞時(shí)容易造成機(jī)械損傷,膠衣或鍍層的脫落,從而降低復(fù)合材料模具的精度,在制作復(fù)合材料構(gòu)件時(shí)會(huì)影響復(fù)合材料構(gòu)件的精密度。另外在起吊,運(yùn)輸過(guò)程中受到撞擊容易產(chǎn)生分層,掉渣,變形等問(wèn)題,導(dǎo)致復(fù)合材料模具損壞,影響其正常使用。
(三)使用壽命短
相比于其他金屬材料模具來(lái)說(shuō)復(fù)合材料模具使用壽命相對(duì)較短,復(fù)合材料模具的使用壽命一半只有十幾次,而金屬材料模具的使用壽命一般有上千次,進(jìn)而導(dǎo)致需要大量制造復(fù)合材料模具,導(dǎo)致復(fù)合材料模具成本變相增加,而復(fù)合材料模具由于制造工藝比較復(fù)雜,其復(fù)合材料模具產(chǎn)品質(zhì)量不等,可能導(dǎo)致構(gòu)件精度存在些許差異。雖然,目前在國(guó)外存在使用壽命較高,質(zhì)量良好的復(fù)合材料模具,但目前還沒(méi)有出現(xiàn)使用近千次還未出現(xiàn)問(wèn)題的例子[3]。
(四)成本較高
雖然復(fù)合材料模具較金屬模具有較多優(yōu)點(diǎn),但由于復(fù)合材料模具較為繁瑣的制作流程和復(fù)雜的工藝,其制造成本還是比普通金屬模具要高不少。
四、復(fù)合材料模具的發(fā)展方向
(一)新技術(shù)和新材料的研發(fā)
新技術(shù)的開發(fā)能夠在保證質(zhì)量的同時(shí)降低復(fù)合材料構(gòu)件的生產(chǎn)周期,從而減少?gòu)?fù)合材料的生產(chǎn)成本,提高復(fù)合材料生產(chǎn)效率。而復(fù)合材料生產(chǎn)與新技術(shù)的結(jié)合可以在生產(chǎn)復(fù)雜型面時(shí)更加便利,也能完成多種材質(zhì),多種形狀,多種功能的模具制作和生產(chǎn)。此外新材料的研發(fā)可以降低成本,提高模具質(zhì)量。在這方面英國(guó)先進(jìn)復(fù)合材料公司(ACG)開發(fā)的一種商品名為 zpreg 的預(yù)浸料,是一種通過(guò)條形浸漬工藝制成的新型織物預(yù)浸料。這種預(yù)浸料不但保留織物原有的良好鋪貼性能,而且提高鋪貼過(guò)程的排氣效果。
(二)使用壽命的延長(zhǎng)
由于復(fù)合材料模具本身的使用壽命不高,因此我們希望能夠提高復(fù)合材料模具的使用壽命,而在復(fù)合材料的使用中,當(dāng)孔隙過(guò)多,復(fù)合材料的強(qiáng)度就會(huì)下降,因此提高使用壽命的方法主要就是提高模具的硬度和強(qiáng)度來(lái)提高復(fù)合材料的抗損傷能力,并且減少孔隙對(duì)復(fù)合材料的影響,常見(jiàn)的方法就是涂覆膠衣或者金屬膜。復(fù)合材料的孔隙主要包括泛樹脂空隙,夾層孔隙,未浸潤(rùn)孔隙和小分子氣化孔隙等,其中在固化工程中樹脂中小分子氣化中帶入的空氣是復(fù)合材料構(gòu)件孔隙形成的主要因素。因此在實(shí)際操作中往往嵌入氣密性良好的彈性薄膜來(lái)解決空氣進(jìn)入產(chǎn)生孔隙的問(wèn)題。
(三)成本的降低
復(fù)合材料模具都是由母模所制成,一個(gè)母模可以制造許多的模具,當(dāng)固定成本一定時(shí),生產(chǎn)的模具越多,復(fù)合材料模具本身的成本也就越低,其次在選擇模具時(shí)應(yīng)選擇最適合生產(chǎn)復(fù)合材料的,要對(duì)復(fù)合材料的性能及其使用壽命進(jìn)行一個(gè)了解,選擇合適的模具也可以降低制造成本,還能降低生產(chǎn)周期,避免復(fù)合材料生產(chǎn)的浪費(fèi)。
(四)復(fù)合材料模具結(jié)構(gòu)的改進(jìn)
在復(fù)合材料的生產(chǎn)中,由于成型模具和構(gòu)件之間在壓力罐的作用下始終緊緊合在一起,因此成型模具表面的溫度變化對(duì)構(gòu)件的影響很大,如果復(fù)合材料上存在溫度梯度,就會(huì)產(chǎn)生溫度的不均勻,導(dǎo)致其構(gòu)件固化不一致,形成殘余應(yīng)力,嚴(yán)重則可能導(dǎo)致材料的報(bào)廢。目前將改進(jìn)復(fù)合材料的結(jié)構(gòu)來(lái)減小復(fù)合材料上溫度梯度的產(chǎn)生,根據(jù)花蕾蕾等人的實(shí)驗(yàn),其采用階梯形非等厚型板通過(guò)在高溫區(qū)域?qū)宓暮穸冗M(jìn)行階梯形降低,而不采用突變,可以較大限度地減小溫度的突變,改善均勻性,降低表面溫差,降低溫度梯度對(duì)復(fù)合材料構(gòu)件所產(chǎn)生的影響,使溫度均勻性達(dá)到最佳狀態(tài),避免溫差過(guò)大使得構(gòu)件力學(xué)性能降低。
五、結(jié)語(yǔ)
先進(jìn)復(fù)合材料屬于新型材料,與普通材料相比,它擁有高強(qiáng)度、抗疲勞性高、較好的抗腐蝕性,因此在20復(fù)合材料的推動(dòng)下,復(fù)合材料模具已經(jīng)逐漸形成產(chǎn)業(yè),目前碳纖維預(yù)浸料復(fù)合材料模具已經(jīng)用于制造雷達(dá)罩,B757 發(fā)動(dòng)機(jī)殼體,A320 垂尾,B747 排放滑動(dòng)接頭等材料。隨著航空航天的發(fā)展,復(fù)合材料模具會(huì)取代金屬模具并被廣泛用于各種領(lǐng)域,而復(fù)合材料模具的發(fā)展將提高復(fù)合材料產(chǎn)品的質(zhì)量和精度。在未來(lái)的發(fā)展中,復(fù)合材料模具能得到更好的、精度更高的復(fù)合材料模具,縮短材料生產(chǎn)周期,為國(guó)家建設(shè)起到意想不到的收獲。
參考文獻(xiàn)
[1] 烏云其其格,郭揚(yáng).高性能復(fù)合材料成型用模具材料[J].玻璃鋼/復(fù)合材料,1997(1):19-21.
[2] 匡載平,梁憲珠,張西偉,等.復(fù)合材料模具技術(shù)[J].航空制造技術(shù),2016,59(17):86- 89.
[3] 章令暉,李甲申,韓宇,等.復(fù)合材料成型模具研究進(jìn)展[J].航天制造技術(shù),2013(1):13- 17.
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













