李歡1,樊華2
(1.陜西華臻車輛部件有限公司,陜西 西安 710200;2.陜汽集團(tuán)商用車有限公司,陜西 寶雞 722400)
摘要:文章從吸塑發(fā)泡地板墊的結(jié)構(gòu)要求、成型工藝、模具結(jié)構(gòu)進(jìn)行分析,并采用三維軟件 Catia設(shè)計(jì)一款重卡PVC吸塑發(fā)泡地板墊,通過(guò)樣件制作、裝車驗(yàn)證其設(shè)計(jì)的合理性及批量生產(chǎn)要求。
關(guān)鍵詞:吸塑成型;PVC皮革;地板墊;結(jié)構(gòu)設(shè)計(jì)
1 引言
未來(lái)汽車內(nèi)飾發(fā)展的主要趨勢(shì)為安全、環(huán)保及輕量化,目前汽車內(nèi)飾的輕量化實(shí)現(xiàn)途徑集中在設(shè)計(jì)和材料方面[1]。地板墊作為汽車內(nèi)飾的主要零部件,其目的是提升駕駛室舒適度和安全性,同時(shí)滿足環(huán)保、防滑、阻燃、耐臟等要求。
為提升駕駛舒適度,重卡的地板墊產(chǎn)品現(xiàn)已普遍采用背部發(fā)泡的多層材料壓制而成,以提升觸感。做好地板墊結(jié)構(gòu)設(shè)計(jì)是實(shí)現(xiàn)內(nèi)飾產(chǎn)品高品質(zhì)發(fā)展的前提,也是成型工藝高效作業(yè)的保障。
文中借助Catia三維軟件完成一款重卡地板墊的設(shè)計(jì), 從產(chǎn)品結(jié)構(gòu)、成型工藝、模具制造等多方面分析,指導(dǎo)地板墊吸塑模具開發(fā),縮短開發(fā)周期。
2 重卡地板墊的結(jié)構(gòu)設(shè)計(jì)
該地板墊成型工藝定義為吸塑發(fā)泡成型,其材料為:表皮PVC發(fā)泡革+PU軟發(fā)泡+PVC黑膜,所用PV表皮厚度為2.5±0.2mm。
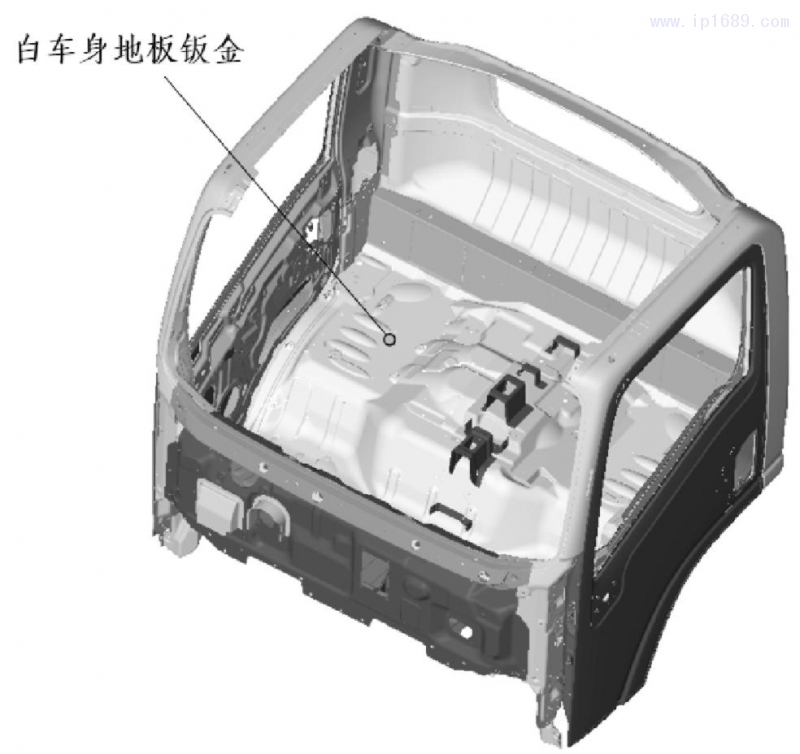
整體布局:地板墊位于白車身地板鈑金上。根據(jù)常規(guī)配置,在地板墊兩側(cè)會(huì)安裝左/右門檻壓條,中間有手控閥護(hù)罩、操縱裝置等,中間偏后位置布置有座椅及副座椅,前部則安裝有環(huán)繞式儀表臺(tái)。
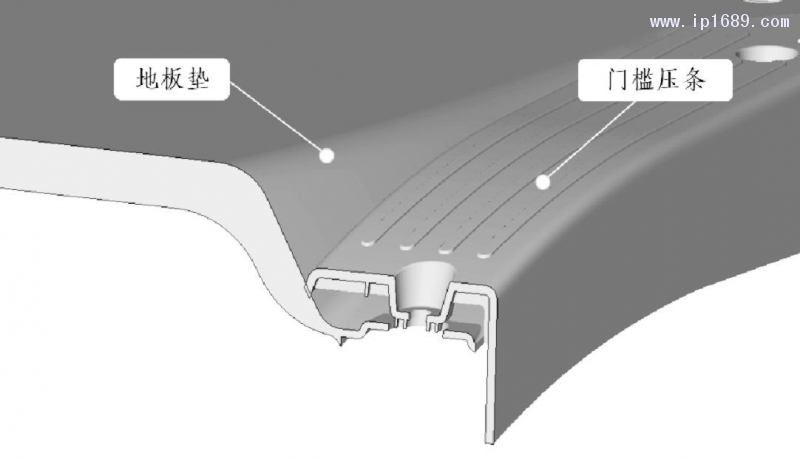
因此,設(shè)計(jì)地板墊結(jié)構(gòu)時(shí),為保證舒適性,可將腳踏區(qū)域的地板墊厚度保證在20-22mm左右;門檻壓條安裝位置處,在保證門檻壓條與地板墊裝配無(wú)間隙情況下將發(fā)泡逐漸減薄,見圖2;座椅安裝位置處可將背部發(fā)泡厚度較薄,方便座椅安裝,保證表面皮革無(wú)拉裂現(xiàn)象;所有開口位置為防止露白,設(shè)計(jì)發(fā)泡層開口處較皮革層周圈縮進(jìn)3-5mm左右。
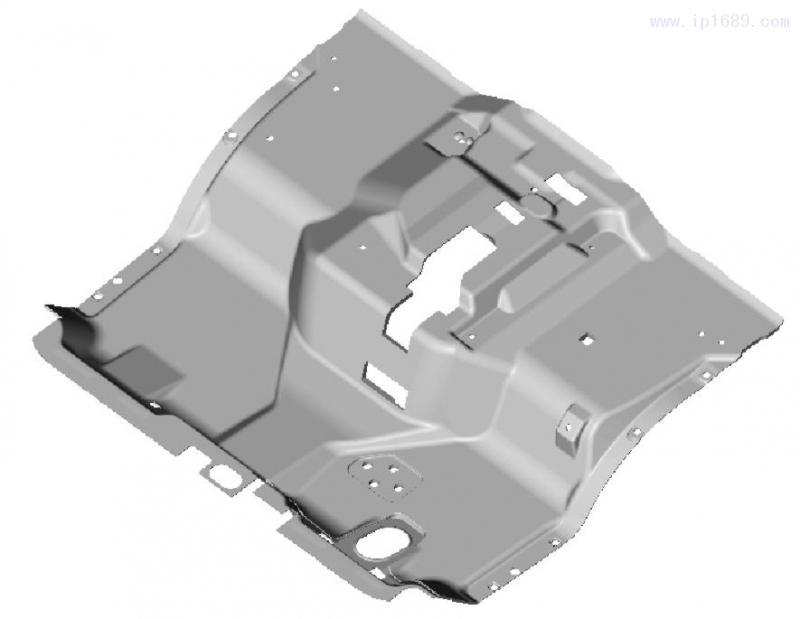
根據(jù)以上設(shè)計(jì)注意事項(xiàng),最終完成的地板墊設(shè)計(jì)數(shù)模見圖3。
3 吸塑發(fā)泡成型工藝
吸塑發(fā)泡成型工藝步驟包括PVC皮革加熱、黑膜夾持、真空吸附、澆注發(fā)泡料、閉模成型、冷卻沖孔等主要工序,其工藝流程見下圖4。
通常生產(chǎn)的地板墊隨放置時(shí)間長(zhǎng)會(huì)出現(xiàn)收縮現(xiàn)象,其影響因素主要有地板墊表面的PVC皮革材料、成型工藝、模具等方面[2]。PVC皮革材料的配方不同,會(huì)導(dǎo)致材料具有高壓縮形變量;成型因素如加熱溫度及時(shí)長(zhǎng)、冷卻時(shí)長(zhǎng)會(huì)導(dǎo)致“表-芯”出現(xiàn)溫度差而產(chǎn)生收縮;模具在 X、Y、Z 方向的縮放比及吸附孔的數(shù)量、分布等因素也會(huì)影響地板墊與白車身地板鈑金的服帖程度。
因此地板墊收縮現(xiàn)象是多方面因素導(dǎo)致的結(jié)果,車間在生產(chǎn)時(shí)需采取適當(dāng)放大地板墊皮革的下料尺寸、合理控制成型溫度及加長(zhǎng)時(shí)長(zhǎng)、制作定型工裝等措施保證地板墊產(chǎn)品質(zhì)量。
4 吸塑成型模具
4.1 吸塑模具分類
吸塑成型模具分為金屬材質(zhì)模具、玻璃鋼模具、木模三種[4]。目前市場(chǎng)上常用的發(fā)泡地板墊金屬模有鋼模和鋁合金模具兩種,鋼模成型效果佳、壽命長(zhǎng),可將吸塑及沖切工藝一體化,效率高,但其制造成本較高,約為鋁合金模具成本的二倍。鋁合金模具因其良好的導(dǎo)熱和散熱快性能也被市場(chǎng)廣泛使用,其制造成本比鋼模低,不足之處是材質(zhì)本身較軟,需依次經(jīng)歷“吸塑成型→產(chǎn)品冷卻→手工沖切孔”工序。
一般在大規(guī)模工業(yè)化生產(chǎn)中,以金屬模具為主,而在小批量生產(chǎn)中以玻璃鋼模具為主[3]。玻璃鋼模具壽命短,受熱容易變形[4]。
木模主要用于產(chǎn)品試制階段,一般用于主機(jī)廠短時(shí)間內(nèi)驗(yàn)證產(chǎn)品T0階段的裝車效果。模具精度差且壽命最短,但開模周期短,約一周左右即可完成,成本低,滿足主機(jī)廠時(shí)間節(jié)點(diǎn)。
4.2 鋁模的制作步驟
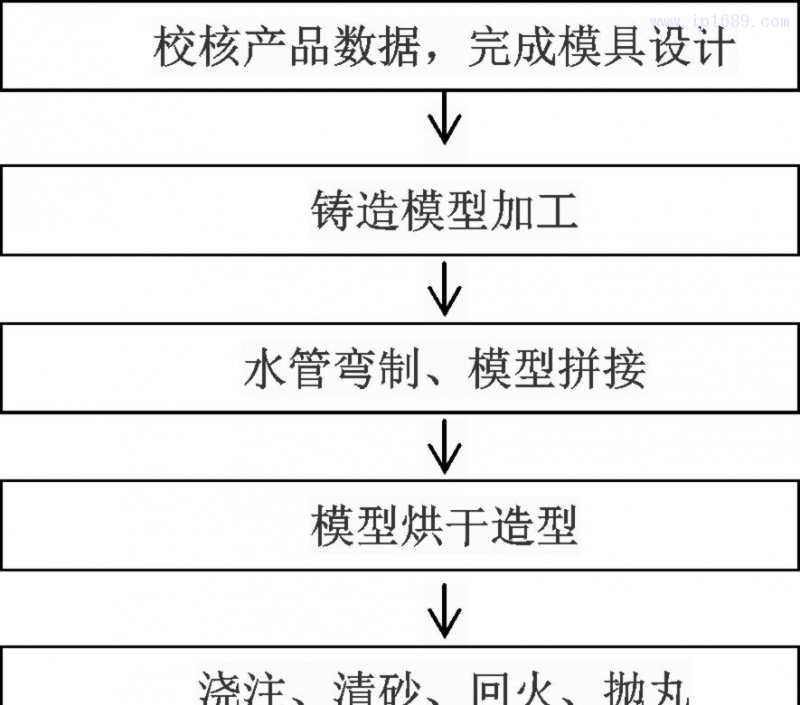
綜合考慮產(chǎn)品結(jié)構(gòu)、市場(chǎng)銷量等,本文定義正式模具開發(fā)為鋁膜,材質(zhì)為ZL104。其模具制作的主要步驟如圖5所示。
4.3 鋁模的制造要求
(1)要求模具型腔表面及分型面光滑,無(wú)毛邊,沙眼,氣孔,縮凹,裂紋,加工痕等缺陷。
(2)因下模為吸塑模,故要求型面壁厚最小厚度不得小于25mm,其內(nèi)設(shè)冷卻系統(tǒng),采用循環(huán)水冷卻,需預(yù)埋不銹鋼管。
(3)產(chǎn)品開孔需手工沖裁,故其切割邊界及孔位應(yīng)在模具上加工壓痕,模具所有孔位做成可拆卸式,方便調(diào)整位置。
(4)吸塑孔可采用標(biāo)準(zhǔn)氣塞,合理布置吸塑孔的位置以及數(shù)量,氣塞,需大小統(tǒng)一,分布均勻。
(5)模具導(dǎo)向裝置要求使用“導(dǎo)柱+導(dǎo)套”的導(dǎo)向方式,且滿足自潤(rùn)滑。
(6)模具上下模合模后密封性良好,無(wú)溢料,產(chǎn)品邊緣和沖孔處不能露白。
(7)模具外表面防銹處理,模具須有起吊裝置和鎖模裝置,方便模具的吊運(yùn)。
5 制造的吸塑模具及產(chǎn)品實(shí)物
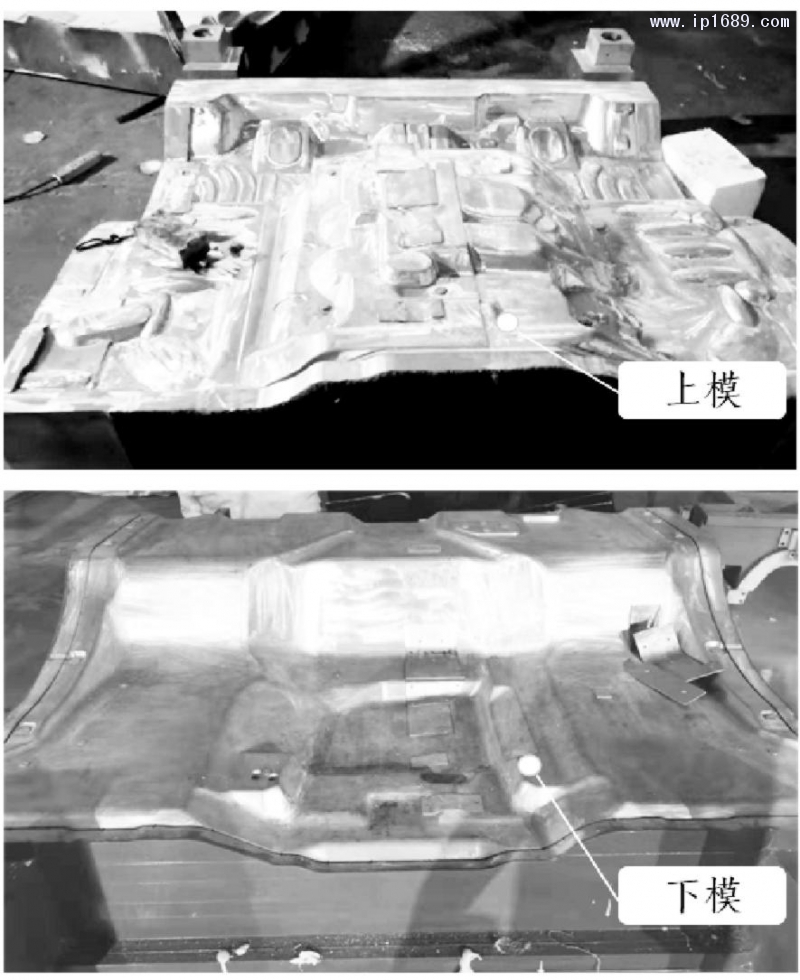
結(jié)合產(chǎn)品設(shè)計(jì)數(shù)據(jù),制作成型模具并生產(chǎn)輸出產(chǎn)品樣件,吸塑模具實(shí)物見圖6,地板墊產(chǎn)品實(shí)物見圖7。
通過(guò)樣件裝車驗(yàn)證,地板墊實(shí)物外觀平整、無(wú)褶皺,裝車效果好,與白車身鈑金服帖,滿足批量生產(chǎn)要求。
6 結(jié)語(yǔ)
地板墊為汽車內(nèi)飾產(chǎn)品的重要組成部分。本文借助Catia三維軟件從專業(yè)角度分析產(chǎn)品結(jié)構(gòu),設(shè)計(jì)完成一款重卡發(fā)泡地板墊,簡(jiǎn)要說(shuō)明吸塑成型工藝的注意事項(xiàng)及模具制造的細(xì)節(jié)要求,并通過(guò)模具制造、樣件試制、裝車驗(yàn)證等環(huán)節(jié),驗(yàn)證產(chǎn)品設(shè)計(jì)的合理性,滿足批產(chǎn)要求。
參考文獻(xiàn)
[1] 楊冰冰,焦小甫,翁明勝.淺談汽車內(nèi)外飾結(jié)構(gòu)設(shè)計(jì)及成型工藝[A]. 第十二屆河南省汽車工程科技學(xué)術(shù)研討會(huì),277.
[2] 楊詩(shī)潤(rùn),程濤.汽車PVC發(fā)泡地墊革高溫收縮問題的分析及解決[J].汽車工藝與材料,2015(8):47-50.
[3] 曾毅,汪祥.吸塑成型工藝在軍車內(nèi)飾開發(fā)中的應(yīng)用[J].汽車工藝與材料,2018(5):29-32.
[4] 歐永杰.吸塑成型在客車上的應(yīng)用[J].商用汽車雜志,2006(1):104-105.

















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













